一种仿木纹表面的PE木塑复合材料的配方及其制作工艺的制作方法
本发明涉及精密钣金加工,尤其涉及一种仿木纹表面的pe木塑复合材料的配方及其制作工艺。
背景技术:
1、
2、现在市场上的pe木塑复合材料,大多外观质感单一,为实现表面的木质感,大多采取用金刚砂或钢丝刷打磨表面结皮的光亮层,或再用加热的金属滚轮(滚轮表面刻有仿木纹)滚压木塑材料表面等方式,以此来实现木塑材料的表面仿木效果。然而,这些方式往往存在很大缺陷,如,配方中添加的一些抗老化、防霉等小分子助剂,在整个木塑加工过程中,往往会分布在木塑材料表面,为追求表面木质感而去除结皮的光亮层,使得这些功能性助剂损失,并影响预期使用效果;而且结皮光亮层本身属于憎水性致密层,一旦去除,使得材料内部部分亲水纤维直接与环境接触,经过长时间户外环境影响,容易造成吸水膨胀、开裂、水渍、霉变等现象;其次,表面打磨和滚压木纹,都对材料的表面平整度有很高的要求,该类木塑材料表面必须水平,且无法设计成弧度加大的优美形状,也不利于功能性沟槽的设计;再者使用滚压制的的木纹,很难实现均匀,并缺乏天然木纹明暗交接的层次感,且不耐磨,在包装、运输、安装等过程的任何摩擦,都有可能使之损坏。总之,这些表面处理方法都存在很大的不足。因此,本发明提出一种仿木纹表面的pe木塑复合材料的配方及其制作工艺,以解决现有技术中的不足之处。
技术实现思路
1、针对上述问题,本发明的目的在于提供一种仿木纹表面的pe木塑复合材料的配方及其制作工艺,通过在锥形双螺杆挤出机的合流芯末端和成型模具之间构建一个木纹复合模块,基础母料和第一仿木纹母料利用锥形双螺杆挤出机挤出形成底纹pe木塑粒料进入到木纹复合模块,单螺杆挤出机挤出第二仿木纹母料进入到木纹复合模块,通过第一仿木纹母料和第二仿木纹母料组份的熔点不同,从而可轻易地实现熔融挤出过程中的不同步塑化,使制件表面产生仿木纹装饰效果,提高了pe木塑复合材料上仿木纹的美观度。
2、为实现上述目的,本发明提供如下技术方案:
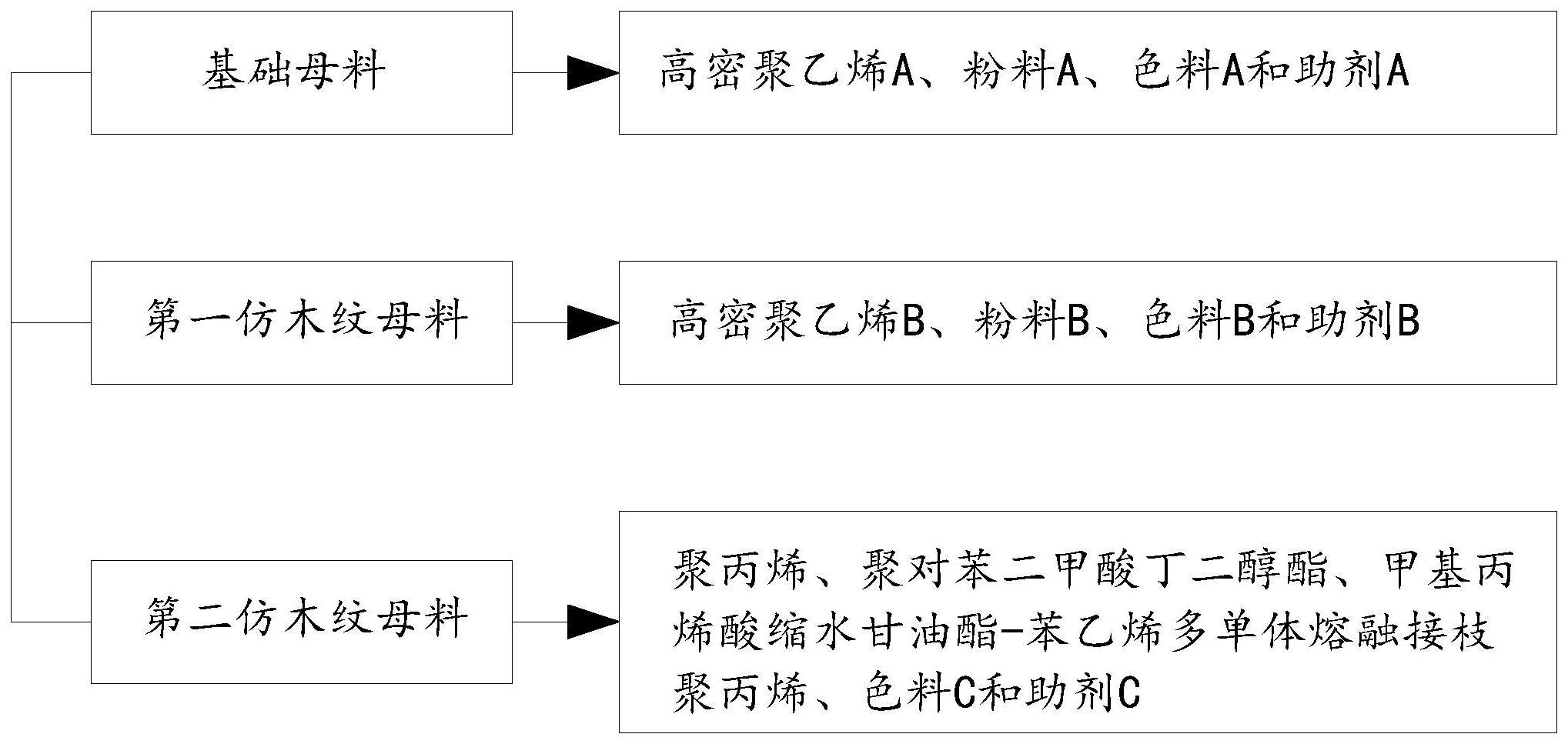
3、一种仿木纹表面的pe木塑复合材料,包括基础母料、第一仿木纹母料和第二仿木纹母料,所述基础母料由高密聚乙烯a、粉料a、色料a和助剂a组成,所述第一仿木纹母料由高密聚乙烯b、粉料b、色料b和助剂b组成,第二仿木纹母料由聚丙烯、聚对苯二甲酸丁二醇酯、甲基丙烯酸缩水甘油酯-苯乙烯多单体熔融接枝聚丙烯、色料c和助剂c组成;
4、进一步改进在于:所述粉料a为回收的植物粉料或植物纤维,质量比份数为40-60份;所述色料a为无机矿物颜料,质量比份数为1-4份;所述助剂a包括马来酸酐接枝聚乙烯,质量份数为4-8份、抗氧剂,质量份数为0.1-0.3份、紫外线吸收剂,质量份数为0.1-0.3份、防霉抗菌剂质量份数为0.1-0.3份。
5、进一步改进在于:所述高密聚乙烯b为高密聚乙烯回收料,质量比份数为40-50份;所述粉料b为回收的植物粉料或植物纤维,质量比份数为20-30份;所述色料b为无机矿物颜料,质量比份数为3-6份;所述助剂b包括马来酸酐接枝聚乙烯,质量份数为4-8份、乙烯~醋酸乙烯共聚物,质量份数为5-10份、抗氧剂,质量份数为0.1-0.3份、紫外线吸收剂,质量份数为0.1-0.3份、防霉抗菌剂质量份数为0.1-0.3份。
6、进一步改进在于:所述色料c为无机矿物颜料,质量比份数为1-4份;所述助剂c包括pe蜡,质量份数为2-4份、抗氧剂0.3-0.6份,质量份数为0.1-0.3份、紫外线吸收剂,质量份数为0.2-0.5份、防霉抗菌剂质量份数为0.2-0.5份。
7、进一步改进在于:所述助剂b还包括分散剂,质量比份数为3-5份、润滑剂,质量比份数为2-4份。
8、进一步改进在于:所述回收的植物粉料或植物纤维包括但不限定为木粉、谷糠、木纤维、竹纤维、竹粉、秸秆粉、麻纤维,所述回收的植物粉料或植物纤维单一使用或两种复配使用。
9、进一步改进在于:所述无机矿物颜料为铁红、铁黄、铁绿、铁棕、铁蓝、铁黑、群青、钛青蓝等等。
10、一种仿木纹表面的pe木塑复合材料的制作工艺,包括以下步骤:
11、步骤一:将高密聚乙烯a和粉料a用普通高速混合机机械混合均匀,再加入色料a和助剂a进机械混合均匀,然后再进行高温加热塑化,最后进行破碎得到基础母料;
12、步骤二:将高密聚乙烯b和粉料b用普通高速混合机机械混合均匀,再加入色料b和助剂b进机械混合均匀,然后再进行高温加热塑化,最后进行破碎得到第一仿木纹母料;
13、步骤三:将聚丙烯、聚对苯二甲酸丁二醇酯、甲基丙烯酸缩水甘油酯-苯乙烯多单体熔融接枝聚丙烯用普通高速混合机机械混合均匀,再加入色料c和助剂c进机械混合均匀,然后再进行高温加热塑化,最后进行破碎得到第二仿木纹母料;
14、步骤四:在锥形双螺杆挤出机的合流芯末端和成型模具之间构建一个木纹复合模块,将基础母料和第一仿木纹母料进行机械混合均匀,然后进入锥形双螺杆挤出机进行加热、塑化后的底纹pe木塑粒料进入到木纹复合模块,然后再利用单螺杆挤出机挤出第二仿木纹母料进入到木纹复合模块,最后共同进入成型模具成型,最后冷却出料。
15、进一步改进在于:所述粉料a、粉料b在混合前需要进行干燥处理,干燥处理时采用旋流干燥机对粉料a、粉料b进行干燥,且在锥形双螺杆挤出机、单螺杆挤出机进行挤出作业时需要进行多阶排气,去除粉料a、粉料b含有的未能完全干燥去除的水分。
16、进一步改进在于:所述步骤四中木纹复合模块的加热温度为140~180℃,成型模具的加热温度为140~170℃。
17、本发明的有益效果为:本发明通过在锥形双螺杆挤出机的合流芯末端和成型模具之间构建一个木纹复合模块,基础母料和第一仿木纹母料利用锥形双螺杆挤出机挤出形成底纹pe木塑粒料进入到木纹复合模块,单螺杆挤出机挤出第二仿木纹母料进入到木纹复合模块,通过第一仿木纹母料和第二仿木纹母料组份的熔点不同,从而可轻易地实现熔融挤出过程中的不同步塑化,使制件表面产生仿木纹装饰效果,提高了pe木塑复合材料上仿木纹的美观度;由于木纤维表面含有大量的极性羟基和酚羟基等,表现出亲水性,而塑料为非极性的疏水物质,导致两者的界面结合力小,相容性差。加入马来酸酐接枝聚乙烯作为助剂a、助剂b的成分可以实现改善粉料a、粉料b与高密聚乙烯a、高密聚乙烯b之间的相容性差的问题,增大了木塑材料的弹性模量和弯曲性能。
技术特征:
1.一种仿木纹表面的pe木塑复合材料,其特征在于:包括基础母料、第一仿木纹母料和第二仿木纹母料,所述基础母料由高密聚乙烯a、粉料a、色料a和助剂a组成,所述第一仿木纹母料由高密聚乙烯b、粉料b、色料b和助剂b组成,第二仿木纹母料由聚丙烯、聚对苯二甲酸丁二醇酯、甲基丙烯酸缩水甘油酯-苯乙烯多单体熔融接枝聚丙烯、色料c和助剂c组成。
2.根据权利要求1所述的一种仿木纹表面的pe木塑复合材料,其特征在于:所述粉料a为回收的植物粉料或植物纤维,质量比份数为40-60份;所述色料a为无机矿物颜料,质量比份数为1-4份;所述助剂a包括马来酸酐接枝聚乙烯,质量份数为4-8份、抗氧剂,质量份数为0.1-0.3份、紫外线吸收剂,质量份数为0.1-0.3份、防霉抗菌剂质量份数为0.1-0.3份。
3.根据权利要求1所述的一种仿木纹表面的pe木塑复合材料,其特征在于:所述高密聚乙烯b为高密聚乙烯回收料,质量比份数为40-50份;所述粉料b为回收的植物粉料或植物纤维,质量比份数为20-30份;所述色料b为无机矿物颜料,质量比份数为3-6份;所述助剂b包括马来酸酐接枝聚乙烯,质量份数为4-8份、乙烯~醋酸乙烯共聚物,质量份数为5-10份、抗氧剂,质量份数为0.1-0.3份、紫外线吸收剂,质量份数为0.1-0.3份、防霉抗菌剂质量份数为0.1-0.3份。
4.根据权利要求1所述的一种仿木纹表面的pe木塑复合材料,其特征在于:所述色料c为无机矿物颜料,质量比份数为1-4份;所述助剂c包括pe蜡,质量份数为2-4份、抗氧剂0.3-0.6份,质量份数为0.1-0.3份、紫外线吸收剂,质量份数为0.2-0.5份、防霉抗菌剂质量份数为0.2-0.5份。
5.根据权利要求3所述的一种仿木纹表面的pe木塑复合材料,其特征在于:所述助剂b还包括分散剂,质量比份数为3-5份、润滑剂,质量比份数为2-4份。
6.根据权利要求1所述的一种仿木纹表面的pe木塑复合材料,其特征在于:所述回收的植物粉料或植物纤维包括但不限定为木粉、谷糠、木纤维、竹纤维、竹粉、秸秆粉、麻纤维,所述回收的植物粉料或植物纤维单一使用或两种复配使用。
7.根据权利要求1所述的一种仿木纹表面的pe木塑复合材料,其特征在于:所述无机矿物颜料为铁红、铁黄、铁绿、铁棕、铁蓝、铁黑、群青、钛青蓝等等。
8.一种仿木纹表面的pe木塑复合材料的制作工艺,其特征在于:包括以下步骤:
9.根据权利要求8所述的一种仿木纹表面的pe木塑复合材料的制作工艺,其特征在于:所述粉料a、粉料b在混合前需要进行干燥处理,干燥处理时采用旋流干燥机对粉料a、粉料b进行干燥,且在锥形双螺杆挤出机、单螺杆挤出机进行挤出作业时需要进行多阶排气,去除粉料a、粉料b含有的未能完全干燥去除的水分。
10.根据权利要求8所述的一种仿木纹表面的pe木塑复合材料的制作工艺,其特征在于:所述步骤四中木纹复合模块的加热温度为140~180℃,成型模具的加热温度为140~170℃。
技术总结
本发明公开了一种仿木纹表面的PE木塑复合材料的配方及其制作工艺,涉及精密钣金加工技术领域,包括基础母料、第一仿木纹母料和第二仿木纹母料;通过在锥形双螺杆挤出机的合流芯末端和成型模具之间构建一个木纹复合模块,基础母料和第一仿木纹母料利用锥形双螺杆挤出机挤出形成底纹PE木塑粒料进入到木纹复合模块,单螺杆挤出机挤出第二仿木纹母料进入到木纹复合模块,通过第一仿木纹母料和第二仿木纹母料组份的熔点不同,从而可轻易地实现熔融挤出过程中的不同步塑化,使制件表面产生仿木纹装饰效果,提高了PE木塑复合材料上仿木纹的美观度。
技术研发人员:邓念伟,修志强,姚富良
受保护的技术使用者:浙江贝鑫新材料科技有限公司
技术研发日:
技术公布日:2024/1/12
- 一种沙库必曲中间体的合成方法...
- 一种CrBZR1基因及其应用
- 自动盘碟洗涤方法与流程
- 使用稳定剂混合物稳定有机材料...
- 桑树U6启动子及其应用
- 一种回收废水中1,3-环己二...
- 双峰驼乳脂率相关基因CARD...
- 一种结直肠癌细胞培养用培养装...
- 一种具有抗冲击性能的水性聚氨...
- 一种耐光性生物基聚氨酯复合型...
- 还没有人留言评论。精彩留言会获得点赞!