一种用于手糊成型的环氧树脂预聚体及其制备方法和玻璃纤维增强环氧树脂基复合材料与流程
1.本发明涉及复合材料技术领域,特别涉及一种用于手糊成型的环氧树脂预聚体及其制备方法和玻璃纤维增强环氧树脂基复合材料。
背景技术:
2.玻璃纤维增强环氧树脂复合材料(gfep)是一种机械性能优异的纤维增强树脂复合材料,凭借着较低的密度、极高的比强度、良好的耐疲劳性能及优异的耐腐蚀性能,被广泛应用于航空航天、风电叶片、压力容器、汽车配件等对材料机械性能要求较高的工程生产领域。作为一种高交联度的热固性树脂,较高的交联密度赋予了环氧树脂良好的化学耐候活性、优异的粘附性和较高的刚性。但是,高密度的交联网络也导致环氧树脂存在韧性不足这一严重问题,同时,较低的韧性也极大地影响了gfep复合材料的层间剪切强度。当gfep作为结构组件时,容易因环氧树脂的脆性断裂而出现层间剥离现象,进而导致材料失效。
3.为解决这一问题,诸如液体橡胶增韧、纳米粒子增韧、液晶增韧等外加增韧剂组分增韧环氧树脂的方法被应用于在gfep复合材料领域。例如,发明专利cn 201610846813.1公开了一种使用液晶、纳米二氧化硅和聚氨酯三种增韧剂制备具有高韧性的gfep材料的方法,使用该种方法,复合材料的抗冲击性能达到了有效提升。然而,上述增韧方法均存在基体增韧后,因复合材料模量降低导致的弯曲性能、拉伸性能与硬度下降的问题。
4.此外,在gfep复合材料中,玻璃纤维与环氧树脂基体的界面作用力也是复合材料机械性能的重要影响因素。玻璃纤维具有光滑的表面结构、惰性的表面化学基团,这导致该种纤维材料与聚合物基体间界面作用力较弱,在受到外力作用时,复合材料通常因玻璃纤维与聚合物基体的界面分离而失效,这极大地限制了玻璃纤维高强度高模量的优势。引入无机微纳米颗粒(如sio2、tio2、sic等)作为改性剂可以有效地增强玻璃纤维与聚合物基体间的界面相互作用力,然而过高的无机组分加入量通常会导致材料韧性的降低,进而引起层间剪切强度的降低。
5.手糊成型是现今使用最为广泛的纤维增强树脂复合材料成型工艺,该种成型工艺具有操作简单、初期投入低、所需模具简单等优势,该种方法十分适用于少量生产单体尺寸大、结构复杂的纤维增强热固性树脂复合材料。现今该种工艺被广泛应用于风电叶片、船舶外壳、大型罐体等具有复杂结构的大型复合材料产品生产中。而上述增韧剂组分及无机微纳米颗粒组分的加入通常会导致树脂聚合物预聚体组分粘度升高,以及预聚体适用期缩短。而预聚体组分的粘度与适用期是gfep复合材料能否进行手糊成型的关键因素。
6.因此,在手糊成型gfep材料领域,理想的环氧树脂基体应具备以下性能:(1)预聚体粘度较低、适用期较长;(2)固化后树脂具有较高的强度、硬度与优异的韧性;(3)树脂基体与玻璃纤维界面具有较强相互作用力。然而,实际应用过程中,上述性能通常互为矛盾,难以获得综合性能优异的gfep材料。
技术实现要素:
7.有鉴于此,本发明目的在于提供一种用于手糊成型的环氧树脂预聚体及其制备方法和玻璃纤维增强环氧树脂基复合材料。以本发明提供的环氧树脂预聚体作为环氧树脂基体,采用手糊法能够得到综合性能优异的玻璃纤维增强环氧树脂复合材料。
8.为了实现上述发明目的,本发明提供以下技术方案:
9.本发明提供了一种用于手糊成型的环氧树脂预聚体,包括以下质量份数的制备原料:
[0010][0011]
优选地,所述偶联剂表面改性赤泥的制备方法包括以下步骤:
[0012]
将赤泥、有机酸与水混合,依次进行脱碱处理和沉降分离处理,得到脱碱赤泥;
[0013]
将所述脱碱赤泥、第一偶联剂、第二偶联剂与有机溶剂混合,进行改性处理,得到偶联剂表面改性赤泥;所述第一偶联剂为硅烷类偶联剂、铝酸酯类偶联剂和钛酸酯类偶联剂中的至少一种,所述第二偶联剂为氨基偶联剂。
[0014]
优选地,所述酸酐类固化剂包括六氢苯二甲酸酐、甲基六氢苯二甲酸酐、甲基纳迪克酸酐和氢化甲基纳迪克酸酐中的一种或几种。
[0015]
优选地,所述固化剂促进剂包括2,4,6-三(二甲氨基甲基)苯酚、三苯基膦和2-硫醇基苯并噻唑中的一种或几种。
[0016]
优选地,所述tdi类聚氨酯预聚体包括聚氨酯预聚体e330、l200、l310、l480和v6060中的一种或几种。
[0017]
优选地,所述活性稀释剂包括二缩水甘油醚、丁二醇二缩水甘油醚、丙三醇三缩水甘油醚、甲基丙烯酸缩水甘油酯和苯基缩水甘油醚中的一种或几种。
[0018]
本发明提供了以上技术方案所述用于手糊成型的环氧树脂预聚体的制备方法,包括以下步骤:
[0019]
将环氧树脂、活性稀释剂、酸酐类固化剂、tdi类聚氨酯预聚体、偶联剂表面改性赤泥、硅烷偶联剂和硅油类消泡剂混合,在80~180℃下进行接枝反应,得到接枝反应液;
[0020]
将所述接枝反应液与多元醇类扩链剂混合,在80~180℃下进行扩链反应,得到扩链反应液;
[0021]
将所述扩链反应液与固化剂促进剂在20~100℃下进行混合,得到所述用于手糊成型的环氧树脂预聚体。
[0022]
优选地,所述接枝反应的时间为10~60min;所述扩链反应的时间为10~60min。
[0023]
本发明提供了一种玻璃纤维增强环氧树脂基复合材料,采用手糊法将玻璃纤维织物浸润环氧树脂预聚体后固化而得;所述环氧树脂预聚体为以上技术方案所述用于手糊成型的环氧树脂预聚体或以上技术方案所述制备方法制备得到的用于手糊成型的环氧树脂预聚体。
[0024]
优选地,所述固化包括依次进行的第一固化、第二固化和第三固化;所述第一固化的温度为80~120℃,保温时间为1~3h;所述第二固化的温度为120~150℃,保温时间为1~3h;所述第三固化的温度为150~180℃,时间为1~3h。
[0025]
本发明提供的用于手糊成型的环氧树脂预聚体,包括以下质量份数的制备原料:环氧树脂20~100份,酸酐类固化剂50~200份,固化剂促进剂1~10份,tdi类聚氨酯预聚体5~50份,偶联剂表面改性赤泥3~30份,活性稀释剂20~100份,硅烷偶联剂2~5份,硅油类消泡剂2~5份,多元醇类扩链剂1~15份。本发明以酸酐-促进剂体系为固化体系,tdi类聚氨酯预聚体为增韧组分,偶联剂表面改性赤泥作为补强与界面作用力增强组分,通过活性稀释剂调配体系粘度。本发明通过各个组分共同作用并合理控制各个组分的配比,使得提供的环氧树脂预聚体综合性能优异,兼具较高的强度、硬度与优异的韧性,以及与玻璃纤维界面较强的相互作用力,并具有与手糊成型工艺适配的粘度与适用期;以本发明提供的环氧树脂预聚体作为环氧树脂基体,采用手糊法能够得到力学性能优异的玻璃纤维增强环氧树脂复合材料。
附图说明
[0026]
图1为实施例5制备得到的玻璃纤维增强环氧树脂基复合材料(ep-pu/gf/rm)的弯曲强度-挠度曲线;
[0027]
图2为实施例5制备得到的玻璃纤维增强环氧树脂基复合材料(ep-pu/gf/rm)的拉伸强度-伸长率曲线;
[0028]
图3为实施例5制备得到的玻璃纤维增强环氧树脂基复合材料(ep-pu/gf/rm)弯曲测试时失效后截面扫描电镜图(sem图),图3中,(a)为ep-pu/gf/rm复合材料断裂面的低倍数全景图,(b)为ep-pu/gf/rm复合材料的纤维断裂位置大倍数sem图,(c)为ep-pu/gf/rm复合材料的玻璃纤维束崩解失效部分大倍数sem图,(d)为未出现断裂的ep-pu/gf/rm复合材料表面sem图;
[0029]
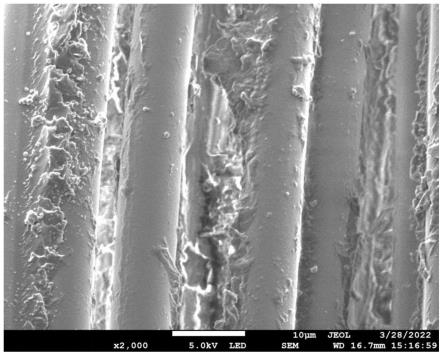
图4为实施例5制备得到的玻璃纤维增强环氧树脂基复合材料(ep-pu/gf/rm)的拉伸测试断面扫描电镜图(sem图)。
具体实施方式
[0030]
本发明提供了一种用于手糊成型的环氧树脂预聚体,包括以下质量份数的制备原料:
[0031][0032][0033]
在本发明中,若无特别说明,所采用原材料均为本领域熟知的市售商品。
[0034]
下面先对偶联剂表面改性赤泥进行说明。
[0035]
在本发明中,所述偶联剂表面改性赤泥材料的制备方法优选包括以下步骤:
[0036]
将赤泥、有机酸与水混合,依次进行脱碱处理和沉降分离处理,得到脱碱赤泥;
[0037]
将所述脱碱赤泥、第一偶联剂、第二偶联剂与有机溶剂混合,进行改性处理,得到偶联剂表面改性赤泥;所述第一偶联剂为硅烷类偶联剂、铝酸酯类偶联剂和钛酸酯类偶联剂中的至少一种,所述第二偶联剂为氨基偶联剂。
[0038]
本发明将赤泥、有机酸与水混合,依次进行脱碱处理和沉降分离处理,得到脱碱赤泥。赤泥是一种具有强碱性的矿渣,其是铝矿冶炼过程中的主要副产物,主要由sio2、cao、al2o3、tio2、na2o、fe2o3组成。本发明对所述赤泥(rm)的来源没有特殊限定,采用本领域技术人员熟知来源的赤泥即可,在本发明的实施例中,具体可以为联合法冶铝工艺中产生的赤泥。在本发明中,联合法冶铝工艺中产生的赤泥多为黄赤泥与黑赤泥混合形成的棕赤泥,其中,黄赤泥中s
2-的含量较低(《0.1wt%),颗粒尺寸较小,亲水性较强,在水中分散性能更佳;黑赤泥中s
2-含量较高(》0.25wt%),s
2-的存在极大程度上促进了feo与fes的结晶与晶体生长,进而使赤泥颗粒较大,表面亲水基团较少,且多呈电中性,在水中分散性差;当赤泥中s
2+
含量处于0.1~0.25wt%范围内时,赤泥多为黄赤泥与黑赤泥的混合物,其颜色呈棕色,即为棕赤泥。本发明首先通过有机酸脱碱与沉降分离法对棕赤泥进行脱碱与粒径分离,得到脱碱赤泥(即脱碱的黄赤泥)。随后通过共价键表面改性法,在脱碱赤泥的基础上制备了具有氨基结构的高分散性赤泥。
[0039]
在本发明中,所述赤泥在使用前优选进行粉碎处理,然后过100目筛网,将筛下所得赤泥进行脱碱处理;本发明对所述粉碎处理的具体操作方法没有特殊限定,能够得到所需粒度的赤泥即可,在本发明的实施例中,具体是将赤泥加入固体粉碎机中,在23000rpm转速条件下进行高速粉碎处理。
[0040]
在本发明中,所述有机酸优选包括乙酸、草酸、马来酸或硬脂酸;所述赤泥与有机酸的质量比优选为(50~300):20,更优选为(100~250):20,进一步优选为(130~230):20,更进一步优选为(150~200):20。在本发明中,所述水优选为蒸馏水,所述赤泥与水的用量比优选为(50~300)g:(200~800)ml,更优选为(100~250)g:(300~700)ml,进一步优选为(130~230)g:(400~600)ml,更进一步优选为(150~200)g:(450~550)ml。本发明对所述
赤泥、有机酸与水混合的方式没有特殊限定,能够将各组分混合均匀即可。
[0041]
在本发明中,所述脱碱处理的温度优选为50~130℃,更优选为60~120℃,进一步优选为70~100℃;本发明优选通过油浴锅提供脱碱处理的温度。在本发明中,所述脱碱处理的时间优选为120min。在本发明中,所述脱碱处理优选在机械搅拌条件下进行,所述搅拌的速率优选为100~1000rpm,更优选为200~600rpm,进一步优选为300~500rpm。在本发明中,所述脱碱处理的过程中,赤泥中na2o与水反应:na2o+h2o=2naoh,这是造成赤泥碱污染的主要原因;同时,naoh的浓度进一步影响了反应的进程,抑制了na2o在水中的溶解,这导致单纯的h2o洗涤很难去除na2o。本发明在有机酸作用下进行脱碱处理,以草酸为例,草酸与na2o产生的naoh反应:hooc-cooh+2naoh=naooc-coona+2h2o,可以促进na2o与水反应,进而增加na2o溶解性,达到除去na2o的效果。未经过脱碱处理的赤泥中存在大量na2o组分,作为改性填料应用于环氧树脂基体时较高的碱性会起到促进剂的作用,促进固化时间的缩短,从而导致环氧树脂基体适用期的缩短;另一方面na2o吸潮性较强,且在湿润环境下会分解为naoh,这也严重限制了存在赤泥组分的复合材料在湿度较高的使用环境下的应用;因此当赤泥作为填料应用于环氧树脂材料时需要首先进行脱碱处理。
[0042]
在本发明中,所述沉降分离处理优选包括:将脱碱处理后所得体系依次进行分散和静置,将静置后所得上层分散液进行固液分离,所得固体物料为脱碱赤泥。在本发明中,所述分散的温度优选为50~90℃,更优选为60~80℃,进一步优选为65~75℃;在本发明中,所述分散的温度优选低于所述脱碱处理的温度,具体的,所述脱碱处理与分散的温度差值优选为5~30℃,更优选为10~20℃;所述分散的时间优选为2~5min;所述分散优选在玻璃棒搅拌条件下进行。在本发明中,所述分散优选是将脱碱处理后所得体系降温5~30℃,在玻璃棒搅拌条件下进行分散2~5min。本发明优选在上述条件下进行分散,能够调控脱碱处理后所得体系的粘度,有利于控制大颗粒赤泥与小颗粒赤泥的沉降速率,进而选择合适的沉降时间将以上两种赤泥分离。在本发明中,所述静置的时间优选为1~10min,更优选为2~5min,更优选为3min;本发明通过静置使体系分层,其中上层分散液呈黄色,即分散有小颗粒的黄赤泥;下层固液混合料含有大颗粒赤泥。
[0043]
在本发明中,所述沉降分离处理的次数优选为1~10次,更优选为3~7次,进一步优选为5~6次。当所述沉降分离处理的次数≥2次时,本发明优选按照上述方式将脱碱处理后所得体系依次进行分散和静置后,将下层固液混合料加水稀释,之后按照上述方式将所得体系依次进行分散和静置,以此循环,实现多次沉降分离处理。
[0044]
最后一次静置后,本发明将所得上层分散液进行固液分离,所得固体物料为脱碱赤泥。在本发明中,可以将每次静置后所得上层分散液分别进行固液分离,也可以将每次静置后所得上层分散液合并后再进行固液分离,本发明对此不作特殊限定。本发明对所述固液分离的方式没有特殊限定,具体可以为过滤。
[0045]
本发明优选将固液分离后所得固体物料依次进行干燥和粉碎,得到脱碱赤泥。在本发明中,所述干燥的温度优选为100~200℃,更优选为120~150℃;时间优选为10~15h,更优选为12h。
[0046]
得到脱碱赤泥后,本发明将所述脱碱赤泥、第一偶联剂、第二偶联剂与有机溶剂混合,进行改性处理,得到偶联剂表面改性赤泥材料;所述第一偶联剂为硅烷类偶联剂、铝酸酯类偶联剂和钛酸酯类偶联剂中的至少一种,所述第二偶联剂为氨基偶联剂。在本发明中,
所述硅烷类偶联剂优选包括正辛基三乙氧基硅烷(sca-k08e),所述铝酸酯类偶联剂优选包括异丙氧基二硬脂酸酰氧基铝酸酯(aca-k30),所述钛酸酯类偶联剂优选包括异丙氧基三硬脂酸酰氧基钛酸酯(tca-kttt)或异丙氧基三(乙二胺基n-乙氧基)钛酸酯(tca-k44);所述氨基偶联剂优选包括3-氨丙基三乙氧基硅烷(sca-a10e)、3-脲丙基三甲氧基硅烷(sca-u60m)或异丙氧基三(乙二胺基n-乙氧基)钛酸酯(tca-k44);所述脱碱赤泥与第一偶联剂、第二偶联剂的质量比优选为(50~300):(0.2~2):(0.2~2)。在本发明中,所述有机溶剂优选包括乙醇、异丙醇、四氢呋喃或n,n-二甲基甲酰胺。在本发明中,所述第一偶联剂和第二偶联剂之和与有机溶剂的质量比优选为1:(1~4)。在本发明中,所述脱碱赤泥、第一偶联剂、第二偶联剂与有机溶剂混合的方式优选为将第一偶联剂与部分有机溶剂混合,得到第一偶联剂溶液;将第二偶联剂与剩余有机溶剂混合,得到第二偶联剂溶液;将所述第一偶联剂溶液与第二偶联剂溶液分别喷洒于脱碱赤泥上进行搅拌混合;所述搅拌混合时搅拌的速率优选为20000~30000rpm,更优选为25000rpm,搅拌的时间优选为1~20min,更优选为10~15min。
[0047]
在本发明中,所述改性处理的温度优选为90~150℃,更优选为100~130℃;时间优选为2h。在本发明中,所述改性处理过程中,第一偶联剂与第二偶联剂在有机溶剂的作用下均匀分散在脱碱赤泥的表面,并与脱碱赤泥实现偶联,最终得到氨基化脱碱赤泥材料,即偶联剂表面改性赤泥;具体的,硅烷类偶联剂更有利于偶联在sio2表面,钛酸酯类偶联剂与铝酸酯类偶联剂更有利于偶联在fe2o3、tio2、zno以及al2o3表面。
[0048]
下面对本发明提供的用于手糊成型的环氧树脂预聚体进行说明。
[0049]
以质量份数计,本发明提供的用于手糊成型的环氧树脂预聚体的制备原料包括环氧树脂20~100份,优选为50~100份,更优选为55~90份。在本发明中,所述环氧树脂优选包括环氧树脂e-54、e-51、e-44和e-20中的一种或几种,在本发明实施例中,所述环氧树脂为无锡蓝星化工凤凰牌环氧树脂。
[0050]
以环氧树脂的质量份数为基准,本发明提供的用于手糊成型的环氧树脂复合材料的制备原料包括酸酐类固化剂50~200份,优选为50~170份,更优选为90~150份。在本发明中,所述酸酐类固化剂优选包括六氢苯二甲酸酐(hhpa)、甲基六氢苯二甲酸酐(mehhpa)、甲基纳迪克酸酐(mna)和氢化甲基纳迪克酸酐(h-mna)中的一种或几种,更优选为hhpa、h-mna或mna。在本发明中,所述酸酐类固化剂具有更高的固化温度,这有利于延长树脂预聚体的适用期,进而为手糊成型工艺提供更长的操作时间;并且,酸酐与异氰酸酯的反应活性较弱,为树脂基体引入tdi类聚氨酯改性提供了可行性;同时,脂环族酸酐类固化剂粘度较低,更有利于成型工艺的选择;此外,相较于脂肪胺与脂肪胺类固化剂,脂环族酸酐类固化剂具有更加优异的力学性能与热稳定性。
[0051]
以环氧树脂的质量份数为基准,本发明提供的用于手糊成型的环氧树脂预聚体的制备原料包括固化剂促进剂1~10份,优选为2~6份,更优选为2~5份。在本发明中,所述固化促进剂优选包括2,4,6-三(二甲氨基甲基)苯酚(dmp-30)、三苯基膦(tpp)和2-硫醇基苯并噻唑(促进剂m)中的一种或几种,更优选为dmp-30。本发明采用酸酐-促进剂体系为固化体系,能够在匹配的固化工艺下快速固化成型。
[0052]
以环氧树脂的质量份数为基准,本发明提供的用于手糊成型的环氧树脂预聚体的制备原料包括tdi(甲苯二异氰酸酯)类聚氨酯预聚体5~50份,优选为15~30份,更优选为
15~28份。在本发明中,所述tdi类聚氨酯预聚体包括聚氨酯预聚体e330、l200、l310、l480和v6060中的一种或几种,更优选为l200,所述tdi类聚氨酯预聚体由科聚亚公司生产。在本发明中,所述tdi类聚氨酯预聚体为增韧组分。
[0053]
以环氧树脂的质量份数为基准,本发明提供的用于手糊成型的环氧树脂预聚体的制备原料包括偶联剂表面改性赤泥3~30份,优选为5~25份,更优选为8~20份。在本发明中,偶联剂表面改性赤泥作为补强与界面作用力的增强组分:经由偶联剂改性的赤泥表面具有丰富的氨基基团,且包裹脂肪族长链,这种化学结构有效地将赤泥表面的-oh极性亲水结构改性为非极性亲油结构,进而有效增强赤泥在树脂中的分散性;同时,赤泥表面的氨基活性基团可与环氧树脂中的环氧基团发生键接反应,构筑环氧树脂-赤泥之间的共价键连接,进而有效增强赤泥与环氧树脂之间的界面作用力。
[0054]
以环氧树脂的质量份数为基准,本发明提供的用于手糊成型的环氧树脂预聚体的制备原料包括活性稀释剂20~100份,优选为50~80份,更优选为55~70份。在本发明中,所述活性稀释剂优选包括乙二醇二缩水甘油醚(dge)、丁二醇二缩水甘油醚(bdeg)、丙三醇三缩水甘油醚(gge)、甲基丙烯酸缩水甘油酯(gma)和苯基缩水甘油醚(pge)中的一种或几种,更优选为bdeg或dge,所述活性稀释剂具备环氧组分,在固化工艺中作为环氧树脂的一部分参与固化,不仅稀释性能较好,而且具有一定增韧效果。
[0055]
以环氧树脂的质量份数为基准,本发明提供的用于手糊成型的环氧树脂预聚体的制备原料包括硅烷偶联剂2~5份,优选为2~4份,更优选为2~3.5份。在本发明中,所述硅烷偶联剂优选包括硅烷偶联剂kh-550、kh-570和kh-590中的一种或几种;所述硅烷偶联剂能够对玻璃纤维表面进行官能化改性,达到增强玻璃纤维与树脂基体间的界面相容性的效果。
[0056]
以环氧树脂的质量份数为基准,本发明提供的用于手糊成型的环氧树脂预聚体的制备原料包括多元醇类扩链剂1~15份,优选为1~12份,更优选为1~10份。在本发明中,所述多元醇类扩链剂优选包括乙二醇、丙三醇、丁二醇、己二醇和丙二醇中的一种或几种,更优选为乙二醇、己二醇、丁二醇、丙二醇;所述多元醇类扩链剂能够与tdi类聚氨酯预聚体发生扩链聚合反应,从而聚合为高分子量聚氨酯。
[0057]
以环氧树脂的质量份数为基准,本发明提供的用于手糊成型的环氧树脂预聚体的制备原料包括硅油类消泡剂2~5份,优选为2.4~5份。本发明对所述硅油类消泡剂没有特别的要求,采用本领域技术人员熟知的硅油类消泡剂即可,在本发明实施例中,所述硅油类消泡剂具体为gintimchem公司生产的b-0506消泡剂。
[0058]
本发明提供的上述用于手糊成型的环氧树脂预聚体配方中,选用粘度较低且固化温度较高的酸酐作为固化剂,并采用反应性活性稀释剂进一步降低预聚体组分粘度;然而酸酐类固化剂的局限性导致环氧树脂复合材料韧性较低,同时活性稀释剂的加入在降低预聚体粘度的同时也会导致基体强度的降低;为解决该问题,以tdi类聚氨酯预聚体与多元醇类扩链剂作为聚氨酯增韧相加入预聚体组分。然而,聚氨酯相的加入在增强复合材料韧性的同时也会导致材料硬度与强度的降低,且聚氨酯相的加入也会显著增加预聚体的粘度;为解决该问题,使用偶联剂表面改性赤泥(rm)作为补强剂,进一步增强环氧树脂-聚氨酯基体的强度与硬度,同时,rm中多组分纳米颗粒的存在能够有效地提高聚合物基体与玻璃纤维之间的界面相互作用力。值得注意的是,与聚氨酯增韧相似,rm补强法存在局限性,当rm
加入量过多时基体粘度会显著上升,且树脂基体韧性会显著下降。因此,本发明通过调控聚氨酯相、rm与活性稀释剂的组分比例,兼顾拉伸强度、拉伸模量、弯曲强度、弯曲模量与硬度等多种性能。以本发明提供的环氧树脂复合材料作为环氧树脂基体,采用手糊法能够得到一种力学性能均衡的玻璃纤维增强环氧树脂复合材料。
[0059]
本发明提供了以上技术方案所述用于手糊成型的环氧树脂预聚体的制备方法,包括以下步骤:
[0060]
将环氧树脂、活性稀释剂、酸酐类固化剂、tdi类聚氨酯预聚体、偶联剂表面改性赤泥、硅烷偶联剂和硅油类消泡剂混合,在80~180℃下进行接枝反应,得到接枝反应液;
[0061]
将所述接枝反应液与扩链剂混合,在80~180℃下进行扩链反应,得到扩链反应液;
[0062]
将所述扩链反应液与固化剂促进剂在20~100℃下进行混合,得到所述用于手糊成型的环氧树脂预聚体。
[0063]
本发明将环氧树脂、活性稀释剂、酸酐类固化剂、tdi类聚氨酯预聚体、偶联剂表面改性赤泥、硅烷偶联剂和硅油类消泡剂混合,在80~180℃下进行接枝反应,得到接枝反应液。本发明对所述混合的方法没有特别的要求,保证各组分充分分散即可;在本发明实施例中,具体是将环氧树脂、活性稀释剂、酸酐类固化剂、tdi类聚氨酯预聚体、偶联剂表面改性赤泥、硅烷偶联剂和硅油类消泡剂加入玻璃烧杯中,通过高速分散机进行分散;所述分散的速度优选为3000~9000rpm,时间优选为5~20min。在本发明中,所述接枝反应的温度为80~180℃,优选为100~150℃,更优选为100~120℃,在本发明实施例中,所述接枝反应的温度通过油浴锅控制;所述接枝反应的时间优选为10~60min,更优选为10~40min;所述接枝反应优选在搅拌的条件下进行,所述搅拌的速度优选为100~500rpm,更优选为100~350rpm。在本发明中,所述接枝反应的过程主要为:tdi类聚氨酯预聚体中的-cno基团与环氧树脂中的-oh基团发生接枝反应,通过该反应tdi类聚氨酯预聚体以支链的形式接枝在环氧树脂上。
[0064]
得到接枝反应液后,本发明将所述接枝反应液与扩链剂混合,在80~180℃下进行扩链反应,得到扩链反应液。本发明对所述接枝反应液与扩链剂的混合方法没有特别的要求,保证所述扩链剂在接枝反应液中充分分散即可;在本发明实施例中,具体是在接枝反应液中加入扩链剂,然后通过高速分散机进行分散,所述分散的速度优选为3000~9000rpm,时间优选为5~20min。在本发明中,所述扩链反应的温度为80~180℃,优选为100~150℃,更优选为100~120℃,所述扩链反应的温度优选通过油浴锅控制;所述扩链反应的时间优选为10~60min,更优选为10~40min;所述扩链反应优选在搅拌的条件下进行,所述搅拌的速度优选为100~500rpm,更优选为100~350rpm。在本发明中,所述扩链反应主要过程为:醇类扩链剂中的-oh基团与tdi类聚氨酯预聚体中的-cno进行扩链反应,在醇类扩链剂充当桥梁的过程中,tdi类聚氨酯预聚体不断扩链聚合,实现分子量的增长。
[0065]
得到扩链反应液后,本发明将所述扩链反应液与固化剂促进剂在20~100℃下进行混合,得到所述手糊成型环氧树脂预聚体。本发明优选通过水浴法将所述扩链反应液的温度降至20~100℃,优选为50~80℃,然后向其中加入固化剂促进剂。本发明对所述扩链反应液与固化剂促进剂混合的方法没有特别的要求,保证固化剂在扩链反应液中充分分散即可,在本发明实施例中,具体是通过高速分散机进行分散,所述分散的速度优选为3000~
9000rpm,时间优选为5~20min;所述分散后,还优选将所得混合液进行真空脱泡,所述真空脱泡优选在树脂脱泡器中进行,所述真空脱泡的时间优选为3~10min;所述真空脱泡后,得到用于手糊成型的环氧树脂预聚体。固化剂促进剂的加入是为了降低环氧树脂与酸酐类固化剂的反应温度与反应时间,本发明在制备用于手糊成型的环氧树脂预聚体的过程中,选择最后加入固化剂促进剂有以下原因:率先加入固化剂促进剂后,固化剂促进剂在促进环氧基团开环的同时也与tdi类聚氨酯预聚体中的-cno基团反应,生产异氰酸盐的低分子量聚合物,并在高温固化过程中离解为脲酯,在这个过程中产生复合产物co2气体,导致复合材料基体中出现多孔结构,从而降低了复合材料的力学性能;同时因固化剂促进剂对环氧树脂与酸酐固化剂的促进作用,当反应体系温度较高时,固化剂促进剂的加入会导致环氧树脂的快速固化,这导致环氧树脂与聚氨酯的接枝反应难以进行。
[0066]
本发明还提供了一种玻璃纤维增强环氧树脂基复合材料,采用手糊法将玻璃纤维织物浸润环氧树脂预聚体后固化而得;所述环氧树脂预聚体为以上技术方案所述用于手糊成型的环氧树脂预聚体或以上技术方案所述制备方法制备得到的用于手糊成型的环氧树脂预聚体。本发明对所述玻璃纤维织物没有特别的要求,采用本领域技术人员熟知的玻璃纤维织物即可,在本发明实施例中,优选为s系玻璃纤维布,具体为平纹s系玻璃纤维sw210a-92a布。在使用前,本发明优选将所述玻璃纤维织物依次进行煅烧、洗涤和干燥;所述煅烧的温度优选为300~380℃,更优选为350~375℃,时间优选为20~60min,更优选为20~50min,所述煅烧优选在烧结炉中进行;所述洗涤优选将煅烧后的玻璃纤维织物冷却至室温后浸泡于乙醇中进行超声洗涤,所述超声洗涤的时间优选为20min;所述干燥的温度优选为120℃,时间优选为2h,以除去玻璃纤维织物中吸附的溶剂;干燥后的玻璃纤维织物置于装有干燥剂的干燥器中备用。玻璃纤维在生产过程中会使用浸润剂,以达到在纺丝过程中降低摩擦力的作用,而浸润剂的存在会提高或降低特定树脂基体在玻璃纤维表面的浸润性,同时不同厂家的浸润剂与工艺不同,这导致不同厂家生产的玻璃纤维织物对不同树脂的浸润性存在一定差异;本发明使用煅烧工艺通过高温分解-碳化浸润剂,消除浸润剂所带来的影响。
[0067]
在本发明中,采用手糊法将玻璃纤维织物浸润环氧树脂预聚体的具体操作优选为:将手糊操作台台面温度控制为30~80℃,并在操作台台面铺设模具,模具的结构组成为:第一层模具钢下板,第二层60μm厚尼龙薄膜,第三层聚酯脱模布,第四层2mm厚、内径300mm*200mm轴承钢金属框模具;待模具温度稳定后通过尼龙头毛刷将所述环氧树脂预聚体通过手糊方式涂覆于模具轴承钢金属框中的聚酯脱模布上,并保证脱模布被完全浸渍,随后用金属辊将脱模布下的气泡除去;然后,在脱模布上放置一层玻璃纤维织物,通过尼龙头毛刷将所述环氧树脂预聚体通过手糊方式涂覆于玻璃纤维织物上,待金属辊除去气泡后再放置一层玻璃纤维织物,重复上述操作,铺设多层玻璃纤维布;在完成手糊的玻璃纤维织物上铺设一层脱模布与一层尼龙薄膜,然后将模具钢上板放置于手糊铺设好的材料上;最后,通过热压机将多余的环氧树脂预聚体挤出。
[0068]
在本发明中,所述固化优选包括依次进行的第一固化、第二固化和第三固化;所述第一固化的温度优选为80~120℃,进一步优选为90~110℃,保温时间为1~3h,进一步优选为1.5~3h;所述第二固化的温度优选为120~150℃,时间优选为130~150℃,保温时间为1~3h,进一步优选为1.5~2h;所述第三固化的温度优选为150~180℃,进一步优选为
160~180℃,时间优选为1~3h,进一步优选为2~3h。在存在固化剂促进剂条件下,环氧树脂-酸酐类固化剂的固化反应在高温度下进行地十分迅速,同时该反应为放热反应,因此,过快的反应速率会导致反应体系交联不均匀,且应力集中。本发明将第一步固化设计为低温固化阶段,在此过程中,环氧树脂与酸酐类固化剂反应速度较慢,混合基体粘度逐渐升高直至固化,较慢的反应速度极大程度的提高了基体交联的均匀性,这十分有利于树脂基体组分应力集中的消除;随后本发明通过第二固化和第三固化,即在较高与更高两个温度下进行反应,能够保证环氧基团与酸酐固化剂的反应更彻底,也能够尽量降低应力集中的出现,并避免交联不充分对基体力学性能的影响。
[0069]
以本发明提供的环氧树脂预聚体作为环氧树脂基体,采用手糊法得到的玻璃纤维增强环氧树脂复合材料具有优异的力学性能。
[0070]
下面结合实施例对本发明提供的用于手糊成型的环氧树脂预聚体及其制备方法和玻璃纤维增强环氧树脂基复合材料进行详细的说明,但是不能把它们理解为对本发明保护范围的限定。
[0071]
实施例1
[0072]
一种用于手糊成型的环氧树脂预聚体,制备方法如下:
[0073]
(1)赤泥(rm)的脱碱与沉降分离
[0074]
将160g赤泥(rm)加入固体粉碎机中,在23000rpm转速条件下进行高速粉碎,随后将粉碎后rm过100目筛网,将过筛后rm转移入圆底烧瓶中,加入600ml蒸馏水与20g草酸,在1000rpm机械搅拌条件下,控制油浴锅反应温度为80℃,反应120min,得到第一rm分散液;将所述第一rm分散液温度降至60℃,通过玻璃棒搅拌使赤泥再一次分散,得到第二rm分散液;将所述第二rm分散液静置3min,取上层黄色分散液,通过抽滤得到rm滤饼,完成1次沉降分离;将静置后所得下层固液混合料加水稀释,之后重复上述沉降分离处理步骤,共进行沉降分离处理步骤6次,将每次沉降分离处理收集的上层黄色分散液合并后进行抽滤,得到rm滤饼,将所述rm滤饼于120℃烘箱中干燥12h,采用固体粉碎机在23000rpm转速条件下进行粉碎,得到小颗粒脱碱赤泥。
[0075]
(2)偶联剂表面改性rm的制备
[0076]
将0.38g钛酸酯类偶联剂(也为氨基偶联剂)异丙氧基三(乙二胺基n-乙氧基)钛酸酯(tca-k44)溶于异丙醇(按质量比,tca-k44:异丙醇=1:4)中,得到tca-k44溶液;将0.76g铝酸酯类偶联剂异丙氧基二硬脂酸酰氧基铝酸酯(aca-k30)溶于异丙醇(按质量比,aca-k30:异丙醇=1:4)中,得到aca-k30溶液;将100g脱碱赤泥置于粉碎机中,通过喷壶将1.9gtca-k44溶液和3.8g aca-k30溶液喷洒进入粉碎机中,于25000rpm条件下搅拌15min,以确保偶联剂充分分散于rm表面,随后将混合均匀的体系放入烘箱中120℃反应2h,得到偶联剂表面改性rm。
[0077]
(3)环氧树脂预聚体的制备
[0078]
通过天平将75g环氧树脂e-51、55g活性稀释剂丁二醇二缩水甘油醚(bdeg)、138g酸酐类固化剂六氢苯二甲酸酐(hhpa)、15.2g tdi类聚氨酯预聚体v6060、3.3g硅烷偶联剂kh-590、3g硅油类消泡剂b-0506、15.6g油溶性小颗粒赤泥(即偶联剂表面改性rm)称量于500ml玻璃烧杯中。随后,通过高速分散机5000rpm高速分散15min,并将高速分散后混合液通过油浴锅控温反应温度为120℃,在150rpm机械搅拌条件下,反应10min。随后,向反应容
器中加入5g扩链剂己二醇,通过高速分散机5000rpm高速分散10min。随后,通过油浴锅保持120℃反应温度,在150rpm机械搅拌条件下反应10min。最后,通过水浴法将上述预聚体混合液温度降低至50℃,并向树脂混合液中注入2.2g固化剂促进剂三苯基膦(tpp),并通过高速分散机5000rpm高速分散10min,将高速分散后的树脂混合液于树脂脱泡器中真空脱泡5min,获得可供玻璃纤维复合材料手糊成型的环氧树脂预聚体。
[0079]
一种玻璃纤维增强环氧树脂基复合材料,制备方法(环氧树脂-聚氨酯/玻璃纤维/赤泥(ep-pu/gf/rm)的手糊成型)如下:
[0080]
首先,通过裁刀将平纹s系玻纤sw210a-92a布裁剪为300mm*200mm尺寸,并通过烧结炉将裁剪后玻璃纤维布在360℃下煅烧20min,并将冷却至室温后的玻璃纤维布浸泡于乙醇中,超声洗涤20min。将洗涤后的玻璃纤维布在120℃的烘箱中干燥2h,以除去玻璃纤维中吸附的溶剂,将烘干后的玻璃纤维存放于备有干燥剂的干燥器中,以备后用。
[0081]
将手糊操作台台面温度控制为60℃,并在操作台台面铺设模具,模具结构为:第一层模具钢下板,第二层60μm厚尼龙薄膜,第三层聚酯脱模布,第四层2mm厚、内径300mm*200mm轴承钢金属框模具。待模具温度稳定后通过尼龙头毛刷将上述环氧树脂预聚体通过手糊方式涂覆于模具金属框中的聚酯脱模布上,并保证脱模布被完全浸渍,随后用金属辊将脱模布下的气泡除去。随后,在脱模布上放置一层上述处理过的300mm*200mm玻璃纤维布,并重复上述操作,待金属辊除去气泡后再放置一层玻璃纤维布,直至铺设10层玻璃纤维布。最后在手糊完成的玻璃纤维上铺设一层脱模布与一层尼龙薄膜,并将模具钢上板放置于手糊铺设好的材料上,通过热压机将多余的树脂预聚体挤出,之后将模具转移至烘箱中90℃固化1.5h,130℃固化1.5h,160℃固化2h,得到玻璃纤维增强环氧树脂基复合材料。
[0082]
将得到的2mm厚玻璃纤维增强环氧树脂基复合材料片从模具中脱出,并通过台面锯切割为250mm*12.5mm*2mm的拉伸样条、80mm*15mm*2mm的弯曲样条以及60mm*15mm*2mm的维氏硬度样条,并将拉伸样条通过504环氧树脂胶粘贴垫片、维氏硬度样条通过1000目砂纸抛光。然后依照国家标准gb/t 3354-2014、gb/t 1449-2005、gb/t 4340.1-2009对复合材料的抗拉性能、抗弯曲性能与维氏硬度进行测试。材料的性能如表1所示:
[0083]
表1实施例1制备得到的玻璃纤维增强环氧树脂基复合材料的性能
[0084][0085]
实施例2
[0086]
一种用于手糊成型的环氧树脂预聚体,制备方法如下:
[0087]
(1)赤泥(rm)的脱碱与沉降分离:同实施例1。
[0088]
(2)偶联剂表面改性rm的制备:同实施例1。
[0089]
(3)环氧树脂预聚体的制备
[0090]
通过天平将80g环氧树脂e-54、60g活性稀释剂丁二醇二缩水甘油醚(bdeg)、98.5g酸酐类固化剂氢化甲基纳迪克酸酐(h-mna)、20.8g tdi类聚氨酯预聚体l480、3.1g硅烷偶
联剂kh-550、5g硅油类消泡剂b-0506、8.5g油溶性小颗粒赤泥(即偶联剂表面改性rm)称量于500ml玻璃烧杯中。随后,通过高速分散机3000rpm高速分散20min,并将高速分散后混合液通过油浴锅控温反应温度为150℃,在100rpm机械搅拌条件下,反应30min。随后,向反应容器中加入11.5g扩链剂丁二醇,通过高速分散机3000rpm高速分散20min。随后,通过油浴锅保持150℃反应温度,在100rpm机械搅拌条件下反应30min。最后,通过水浴法将上述预聚体混合液温度降低至60℃,并向树脂混合液中注入2.4g固化剂促进剂三苯基膦(tpp),并通过高速分散机3000rpm高速分散20min,将高速分散后的树脂混合液于树脂脱泡器中真空脱泡6min,获得可供玻璃纤维复合材料手糊成型的环氧树脂预聚体。
[0091]
一种玻璃纤维增强环氧树脂基复合材料,制备方法(环氧树脂-聚氨酯/玻璃纤维/赤泥(ep-pu/gf/rm)的手糊成型)如下:
[0092]
首先,通过裁刀将平纹s系玻纤sw210a-92a布裁剪为300mm*200mm尺寸,并通过烧结炉将裁剪后玻璃纤维布在375℃下煅烧20min,并将冷却至室温后的玻璃纤维布浸泡于乙醇中,超声洗涤20min。将洗涤后的玻璃纤维布在120℃的烘箱中干燥2h,以除去玻璃纤维中吸附的溶剂,将烘干后的玻璃纤维存放于备有干燥剂的干燥器中,以备后用。
[0093]
将手糊操作台台面温度控制为80℃,并在操作台台面铺设模具,模具结构为第一层模具钢下板,第二层60μm厚尼龙薄膜,第三层聚酯脱模布,第四层2mm厚、内径300mm*200mm轴承钢金属框模具。待模具温度稳定后通过尼龙头毛刷将树脂预聚体通过手糊方式涂覆于模具金属框中的聚酯脱模布上,并保证脱模布被完全浸渍,随后用金属辊将脱模布下的气泡除去。随后,在脱模布上放置一层上述处理过的300mm*200mm玻璃纤维布,并重复上述操作,待金属辊除去气泡后再放置一层玻璃纤维布,直至铺设10层玻璃纤维布。最后在手糊完成的玻璃纤维上铺设一层脱模布与一层尼龙薄膜,并将模具钢上板放置于手糊铺设好的材料上,通过热压机将多余的树脂预聚体挤出,之后将模具转移至烘箱中110℃固化2h,150℃固化2h,180℃固化2h,得到玻璃纤维增强环氧树脂基复合材料。
[0094]
将得到的2mm厚玻璃纤维增强环氧树脂基复合材料片从模具中脱出,并通过台面锯切割为250mm*12.5mm*2mm的拉伸样条、80mm*15mm*2mm的弯曲样条以及60mm*15mm*2mm的维氏硬度样条,并将拉伸样条通过504环氧树脂胶粘贴垫片、维氏硬度样条通过1000目砂纸抛光。然后依照国家标准gb/t 3354-2014、gb/t 1449-2005、gb/t 4340.1-2009对复合材料的抗拉性能、抗弯曲性能与维氏硬度进行测试。材料的性能如表2所示:
[0095]
表2实施例2制备得到的玻璃纤维增强环氧树脂基复合材料的性能
[0096][0097]
实施例3
[0098]
一种用于手糊成型的环氧树脂预聚体,制备方法如下:
[0099]
(1)赤泥(rm)的脱碱与沉降分离:同实施例1。
[0100]
(2)偶联剂表面改性rm的制备:同实施例1。
[0101]
(3)环氧树脂预聚体的制备
[0102]
通过天平将89g环氧树脂e-20、80g活性稀释剂乙二醇二缩水甘油醚(dge)、170g酸酐类固化剂甲基纳迪克酸酐(mna)、16.7g tdi类聚氨酯预聚体l310、2.3g硅烷偶联剂kh-550、3.5g硅油类消泡剂b-0506、24.6g油溶性小颗粒赤泥(即偶联剂表面改性rm)称量于500ml玻璃烧杯中。随后,通过高速分散机7000rpm高速分散15min,并将高速分散后混合液通过油浴锅控温反应温度为110℃,在300rpm机械搅拌条件下,反应40min。随后,向反应容器中加入11.2g扩链剂丙二醇,通过高速分散机7000rpm高速分散15min。随后,通过油浴锅保持110℃反应温度,在300rpm机械搅拌条件下反应40min。最后,通过水浴法将上述预聚体混合液温度降低至80℃,并向树脂混合液中注入3.5g固化剂促进剂2-硫醇基苯并噻唑(促进剂m),并通过高速分散机7000rpm高速分散8.6min,将高速分散后的树脂混合液于树脂脱泡器中真空脱泡6min,获得可供玻璃纤维复合材料手糊成型的环氧树脂预聚体。
[0103]
一种玻璃纤维增强环氧树脂基复合材料,制备方法(环氧树脂-聚氨酯/玻璃纤维/赤泥(ep-pu/gf/rm)的手糊成型)如下:
[0104]
首先,通过裁刀将平纹s系玻纤sw210a-92a布裁剪为300mm*200mm尺寸,并通过烧结炉将裁剪后玻璃纤维布在350℃下煅烧50min,并将冷却至室温后的玻璃纤维布浸泡于乙醇中,超声洗涤20min。将洗涤后的玻璃纤维布在120℃的烘箱中干燥2h,以除去玻璃纤维中吸附的溶剂,将烘干后的玻璃纤维存放于备有干燥剂的干燥器中,以备后用。
[0105]
将手糊操作台台面温度控制为50℃,并在操作台台面铺设模具,模具结构为:第一层模具钢下板,第二层60μm厚尼龙薄膜,第三层聚酯脱模布,第四层2mm厚、内径300mm*200mm轴承钢金属框模具。待模具温度稳定后通过尼龙头毛刷将上述环氧树脂预聚体通过手糊方式涂覆于模具金属框中的聚酯脱模布上,并保证脱模布被完全浸渍,随后用金属辊将脱模布下的气泡除去。随后,在脱模布上放置一层上述处理过的300mm*200mm玻璃纤维布,并重复上述操作,待金属辊除去气泡后在放置一层玻璃纤维布,直至铺设10层玻璃纤维布。最后在手糊完成的玻璃纤维上铺设一层脱模布与一层尼龙薄膜,并将模具钢上板放置于手糊铺设好的材料上,通过热压机将多余的树脂预聚体挤出,之后将模具转移至烘箱中100℃固化2h,130℃固化1h,160℃固化2h,得到玻璃纤维增强环氧树脂基复合材料。
[0106]
将得到的2mm厚玻璃纤维增强环氧树脂基复合材料片从模具中脱出,并通过台面锯切割为250mm*12.5mm*2mm的拉伸样条、80mm*15mm*2mm的弯曲样条以及60mm*15mm*2mm的维氏硬度样条,并将拉伸样条通过504环氧树脂胶粘贴垫片、维氏硬度样条通过1000目砂纸抛光。然后依照国家标准gb/t 3354-2014、gb/t 1449-2005、gb/t 4340.1-2009对复合材料的抗拉性能、抗弯曲性能与维氏硬度进行测试。材料的性能如表3所示:
[0107]
表3实施例3制备得到的玻璃纤维增强环氧树脂基复合材料的性能
[0108][0109]
实施例4
[0110]
一种用于手糊成型的环氧树脂预聚体,制备方法如下:
[0111]
(1)赤泥(rm)的脱碱与沉降分离:同实施例1。
[0112]
(2)偶联剂表面改性rm的制备:同实施例1。
[0113]
(3)环氧树脂预聚体的制备
[0114]
通过天平将69g环氧树脂e-44、80g活性稀释剂甲基丙烯酸缩水甘油酯(gma)、130g甲基纳迪克酸酐类固化剂、27.8g tdi类聚氨酯预聚体e330、2.9g硅烷偶联剂kh-550、4g硅油类消泡剂b-0506、9.6g油溶性小颗粒赤泥(即偶联剂表面改性rm)称量于500ml玻璃烧杯中。随后,通过高速分散机8000rpm高速分散15min,并将高速分散后混合液通过油浴锅控温反应温度为100℃,在350rpm机械搅拌条件下,反应30min。随后,向反应容器中加入8g扩链剂乙二醇,通过高速分散机8000rpm高速分散15min。随后,通过油浴锅保持100℃反应温度,在350rpm机械搅拌条件下反应30min。最后,通过水浴法将上述预聚体混合液温度降低至80℃,并向树脂混合液中注入5.6g固化剂促进剂2,4,6-三(二甲氨基甲基)苯酚(dmp-30),并通过高速分散机8000rpm高速分散10min,将高速分散后的树脂混合液于树脂脱泡器中真空脱泡5min,获得可供玻璃纤维复合材料手糊成型的环氧树脂预聚体。
[0115]
一种玻璃纤维增强环氧树脂基复合材料,制备方法(环氧树脂-聚氨酯/玻璃纤维/赤泥(ep-pu/gf/rm)的手糊成型)如下:
[0116]
首先,通过裁刀将平纹s系玻纤sw210a-92a布裁剪为300mm*200mm尺寸,并通过烧结炉将裁剪后玻璃纤维布在360℃下煅烧30min,并将冷却至室温后的玻璃纤维布浸泡于乙醇中,超声洗涤20min。将洗涤后的玻璃纤维布在120℃的烘箱中干燥2h,以除去玻璃纤维中吸附的溶剂,将烘干后的玻璃纤维存放于备有干燥剂的干燥器中,以备后用。
[0117]
将手糊操作台台面温度控制为50℃,并在操作台台面铺设模具,模具结构为:第一层模具钢下板,第二层60μm厚尼龙薄膜,第三层聚酯脱模布,第四层2mm厚、内径300mm*200mm轴承钢金属框模具。待模具温度稳定后通过尼龙头毛刷将上述环氧树脂预聚体通过手糊方式涂覆于模具金属框中的聚酯脱模布上,并保证脱模布被完全浸渍,随后用金属辊将脱模布下的气泡除去。随后,在脱模布上放置一层上述处理过的300mm*200mm玻璃纤维布,并重复上述操作,待金属辊除去气泡后再放置一层玻璃纤维布,直至铺设10层玻璃纤维布。最后在手糊完成的玻璃纤维上铺设一层脱模布与一层尼龙薄膜,并将模具钢上板放置于手糊铺设好的材料上,通过热压机将多余的树脂预聚体挤出,之后将模具转移至烘箱中100℃固化3h,140℃固化2h,170℃固化3h,得到玻璃纤维增强环氧树脂基复合材料。
[0118]
将得到的2mm厚复合材料片从模具中脱出,并通过台面锯切割为250mm*12.5mm*2mm的拉伸样条、80mm*15mm*2mm的弯曲样条以及60mm*15mm*2mm的维氏硬度样条,并将拉伸样条通过504环氧树脂胶粘贴垫片、维氏硬度样条通过1000目砂纸抛光。然后依照国家标准gb/t 3354-2014、gb/t 1449-2005、gb/t 4340.1-2009对复合材料的抗拉性能、抗弯曲性能与维氏硬度进行测试。材料的性能如表4所示:
[0119]
表4实施例4制备得到的玻璃纤维增强环氧树脂基复合材料的性能
[0120][0121]
[0122]
实施例5
[0123]
一种用于手糊成型的环氧树脂环氧树脂预聚体,制备方法如下:
[0124]
(1)赤泥(rm)的脱碱与沉降分离:同实施例1。
[0125]
(2)偶联剂表面改性rm的制备:同实施例1。
[0126]
(3)环氧树脂预聚体的制备
[0127]
通过天平将56g环氧树脂e-54、70g活性稀释剂乙二醇二缩水甘油醚(dge)、128.7g固化剂甲基纳迪克酸酐(mna)、27.1g tdi类聚氨酯预聚体l200、3.2g硅烷偶联剂3-氨丙基三乙氧基硅烷(kh-550)、2.4g硅油类消泡剂b-0506、8.8g油溶性小颗粒赤泥(即偶联剂表面改性rm)称量于500ml玻璃烧杯中。随后,通过高速分散机6000rpm高速分散10min,并将高速分散后混合液通过油浴锅控温反应温度为100℃,在300rpm机械搅拌条件下,反应30min。随后,向反应容器中加入1.4g扩链剂乙二醇(ge),通过高速分散机6000rpm高速分散5min。随后,通过油浴锅保持100℃反应温度,在300rpm机械搅拌条件下反应30min。最后,通过水浴法将上述预聚体混合液温度降低至60℃,并向树脂混合液中注入2.5g固化剂促进剂2,4,6-三(二甲氨基甲基)苯酚(dmp-30),并通过高速分散机6000rpm高速分散10min,将高速分散后的树脂混合液于树脂脱泡器中真空脱泡5min,获得可供复合材料手糊成型的环氧树脂预聚体。
[0128]
一种玻璃纤维增强环氧树脂基复合材料,制备方法(环氧树脂-聚氨酯/玻璃纤维/赤泥(ep-pu/gf/rm)的手糊成型)如下:
[0129]
首先,通过裁刀将平纹s系玻纤sw210a-92a布裁剪为300mm*200mm尺寸,并通过烧结炉将裁剪后玻璃纤维布在350℃下煅烧30min,并将冷却至室温后的玻璃纤维布浸泡于乙醇中,超声洗涤20min。将洗涤后的玻璃纤维布在120℃的烘箱中干燥2h,以除去玻璃纤维中吸附的溶剂,将烘干后的玻璃纤维存放于备有干燥剂的干燥器中,以备后用。
[0130]
将手糊操作台台面温度控制为50℃,并在操作台台面铺设模具,模具结构为:第一层模具钢下板,第二层60μm厚尼龙薄膜,第三层聚酯脱模布,第四层2mm厚、内径300mm*200mm轴承钢金属框模具。待模具温度稳定后通过尼龙头毛刷将上述树脂预聚体通过手糊方式涂覆于模具金属框中的聚酯脱模布上,并保证脱模布被完全浸渍,随后用金属辊将脱模布下的气泡除去。随后,在脱模布上放置一层上述处理过的300mm*200mm玻璃纤维布,并重复上述操作,待金属辊除去气泡后在放置一层玻璃纤维布,直至铺设10层玻璃纤维布。最后在手糊完成的玻璃纤维上铺设一层脱模布与一层尼龙薄膜,并将模具钢上板放置于手糊铺设好的材料上,通过热压机将多余的树脂预聚体挤出,并将模具转移至烘箱中100℃固化2h,140℃固化1h,160℃固化1h,得到玻璃纤维增强环氧树脂基复合材料。
[0131]
将得到的2mm厚玻璃纤维增强环氧树脂基复合材料片从模具中脱出,并通过台面锯切割为250mm*12.5mm*2mm的拉伸样条、80mm*15mm*2mm的弯曲样条以及60mm*15mm*2mm的维氏硬度样条,并将拉伸样条通过504环氧树脂胶粘贴垫片、维氏硬度样条通过1000目砂纸抛光。然后依照国家标准gb/t 3354-2014、gb/t 1449-2005、gb/t 4340.1-2009对复合材料的抗拉性能、抗弯曲性能与维氏硬度进行测试。
[0132]
图1为实施例5制备得到的玻璃纤维增强环氧树脂基复合材料(ep-pu/gf/rm)的弯曲强度-挠度曲线,通过图1曲线可以看出,复合材料具有较高的弯曲强度与弯曲模量,其弯曲强度可到达609.1mpa,弯曲模量可达到23.7gpa。
[0133]
图2为实施例5制备得到的玻璃纤维增强环氧树脂基复合材料(ep-pu/gf/rm)的拉伸强度-伸长率曲线,通过图2曲线可以看出,复合材料具有较高的拉伸强度与拉伸模量,其拉伸强度可到达554.1mpa,拉伸模量可达到24.3gpa。
[0134]
图3为实施例5制备得到的玻璃纤维增强环氧树脂基复合材料(ep-pu/gf/rm)弯曲测试时失效后截面扫描电镜图(sem图),图3中,(a)为断裂面的低倍数全景图,可以看出ep-pu/gf/rm主要因玻璃纤维的断裂与纤维束剥离失效,玻璃纤维层之间的树脂基体层没有出现单独的破坏与层间剥离现象,这说明复合材料的ep-pu/gf/rm的基体层具有高韧性,在弯曲过程中复合材料主要失效原因为玻璃纤维受应力作用的断裂与纤维束在应力作用下的崩解现象。图3中,(b)为ep-pu/gf/rm复合材料的纤维断裂位置大倍数sem图,通过与图3中(d)未出现断裂的ep-pu/gf/rm复合材料表面对比可看出,玻璃纤维与基体作用力良好,断裂与裂痕只发生在玻璃纤维断裂区域,这应归因为赤泥加入对复合材料界面相互作用力的增强。图3中(c)为ep-pu/gf/rm复合材料的玻璃纤维束崩解失效部分大倍数sem图,通过与图3中(d)未出现断裂的ep-pu/gf/rm复合材料表面对比发现,纤维束崩解部分仅为裂痕延伸部分,其余纤维束与树脂基体结合良好,这一现象也说明在赤泥的作用下玻璃纤维与聚合物基体具有良好的界面作用力。
[0135]
图4为实施例5制备得到的玻璃纤维增强环氧树脂基复合材料(ep-pu/gf/rm)的拉伸测试断面扫描电镜图(sem图),显示了复合材料拉伸断裂中拔出玻璃纤维的微观形貌,通过观察纤维表面结构,发现玻璃纤维表面粘附大量树脂基体,这说明在赤泥的作用下玻璃纤维与基体间的相互作用力得到了显著增强,在拉伸断裂时,材料更倾向于玻璃纤维断裂与复合材料基体断裂,而不是玻璃纤维与基体间的剥离作用。
[0136]
将测试所得的玻璃纤维增强环氧树脂基复合材料的性能数据列于表5:
[0137]
表5实施例5制备得到的玻璃纤维增强环氧树脂基复合材料的性能
[0138][0139]
对比例1
[0140]
一种用于手糊成型的环氧树脂预聚体,制备方法如下:
[0141]
通过天平将56g环氧树脂e-54、70g活性稀释剂乙二醇二缩水甘油醚(dge)、128.7g固化剂甲基纳迪克酸酐(mna)、3.2g硅烷偶联剂3-氨丙基三乙氧基硅烷(kh-550)、2.4g硅油类消泡剂b-0506、2.5g固化剂促进剂dmp-30称量于500ml玻璃烧杯中。随后,通过高速分散机6000rpm高速分散10min,将高速分散后的树脂混合液于树脂脱泡器中真空脱泡5min,获得可供玻璃复合材料手糊成型的环氧树脂预聚体。
[0142]
一种玻璃纤维增强环氧树脂基复合材料,制备方法(环氧树脂/玻璃纤维(ep/gf)的手糊成型)如下:
[0143]
首先,通过裁刀将平纹s系玻纤sw210a-92a布裁剪为300mm*200mm尺寸,并通过烧结炉将裁剪后玻璃纤维布在350℃下煅烧30min,并将冷却至室温后的玻璃纤维布浸泡于乙醇中,超声洗涤20min。将洗涤后的玻璃纤维布在120℃的烘箱中干燥2h,以除去玻璃纤维中
吸附的溶剂,将烘干后的玻璃纤维存放于备有干燥剂的干燥器中,以备后用。
[0144]
将手糊操作台台面温度控制为50℃,并在操作台台面铺设模具,模具结构为:第一层模具钢下板,第二层60μm厚尼龙薄膜,第三层聚酯脱模布,第四层2mm厚、内径300mm*200mm轴承钢金属框模具。待模具温度稳定后通过尼龙头毛刷将上述环氧树脂预聚体通过手糊方式涂覆于模具金属框中的聚酯脱模布上,并保证脱模布被完全浸渍,随后用金属辊将脱模布下的气泡除去。随后,在脱模布上放置一层上述处理过的300mm*200mm玻璃纤维布,并重复上述操作,待金属辊除去气泡后再放置一层玻璃纤维布,直至铺设10层玻璃纤维布。最后在手糊完成的玻璃纤维上铺设一层脱模布与一层尼龙薄膜,并将模具钢上板放置于手糊铺设好的材料上,通过热压机将多余的树脂预聚体挤出,并将模具转移至烘箱中100℃固化2h,140℃固化1h,160℃固化1h,得到玻璃纤维增强环氧树脂基复合材料。
[0145]
将得到的2mm厚玻璃纤维增强环氧树脂基复合材料片从模具中脱出,并通过台面锯切割为250mm*12.5mm*2mm的拉伸样条、80mm*15mm*2mm的弯曲样条以及60mm*15mm*2mm的维氏硬度样条,并将拉伸样条通过504环氧树脂胶粘贴垫片、维氏硬度样条通过1000目砂纸抛光。然后依照国家标准gb/t 3354-2014、gb/t 1449-2005、gb/t 4340.1-2009对复合材料的抗拉性能、抗弯曲性能与维氏硬度进行测试。材料的性能如表6所示:
[0146]
表6对比例1制备得到的玻璃纤维增强环氧树脂基复合材料的性能
[0147][0148]
对比例2
[0149]
一种用于手糊成型的环氧树脂预聚体,制备方法如下:
[0150]
通过天平将56g环氧树脂e-54、70g活性稀释剂乙二醇二缩水甘油醚(dge)、128.7g固化剂甲基纳迪克酸酐(mna)、27.1g tdi类聚氨酯预聚体l200、3.2g硅烷偶联剂3-氨丙基三乙氧基硅烷(kh-550)、2.4g硅油类消泡剂b-0506称量于500ml玻璃烧杯中。随后,通过高速分散机6000rpm高速分散10min,并将高速分散后混合液通过油浴锅控温反应温度为100℃,在300rpm机械搅拌条件下,反应30min。随后,向反应容器中加入1.4g扩链剂乙二醇(ge),通过高速分散机6000rpm高速分散5min。随后,通过油浴锅保持100℃反应温度,在300rpm机械搅拌条件下反应30min。最后,通过水浴法将上述预聚体混合液温度降低至60℃,并向树脂混合液中注入2.5g固化剂促进剂2,4,6-三(二甲氨基甲基)苯酚(dmp-30),并通过高速分散机6000rpm高速分散10min,将高速分散后的树脂混合液于树脂脱泡器中真空脱泡5min,获得可供复合材料手糊成型的环氧树脂预聚体。
[0151]
一种玻璃纤维增强环氧树脂基复合材料,制备方法(环氧树脂-聚氨酯/玻璃纤维(ep-pu/gf)的手糊成型)如下:
[0152]
首先,通过裁刀将平纹s系玻纤sw210a-92a布裁剪为300mm*200mm尺寸,并通过烧结炉将裁剪后玻璃纤维布在350℃下煅烧30min,并将冷却至室温后的玻璃纤维布浸泡于乙醇中,超声洗涤20min。将洗涤后的玻璃纤维布在120℃的烘箱中干燥2h,以除去玻璃纤维中吸附的溶剂,将烘干后的玻璃纤维存放于备有干燥剂的干燥器中,以备后用。
[0153]
将手糊操作台台面温度控制为50℃,并在操作台台面铺设模具,模具结构为:第一层模具钢下板,第二层60μm厚尼龙薄膜,第三层聚酯脱模布,第四层2mm厚、内径300mm*200mm轴承钢金属框模具。待模具温度稳定后通过尼龙头毛刷将上述环氧树脂预聚体通过手糊方式涂覆于模具金属框中的聚酯脱模布上,并保证脱模布被完全浸渍,随后用金属辊将脱模布下的气泡除去。随后,在脱模布上放置一层上述处理过的300mm*200mm玻璃纤维布,并重复上述操作,待金属辊除去气泡后再放置一层玻璃纤维布,直至铺设10层玻璃纤维布。最后在手糊完成的玻璃纤维上铺设一层脱模布与一层尼龙薄膜,并将模具钢上板放置于手糊铺设好的材料上,通过热压机将多余的树脂预聚体挤出,之后将模具转移至烘箱中100℃固化2h,140℃固化1h,160℃固化1h,得到玻璃纤维增强环氧树脂基复合材料。
[0154]
将得到的2mm厚玻璃纤维增强环氧树脂基复合材料片从模具中脱出,并通过台面锯切割为250mm*12.5mm*2mm的拉伸样条、80mm*15mm*2mm的弯曲样条以及60mm*15mm*2mm的维氏硬度样条,并将拉伸样条通过504环氧树脂胶粘贴垫片、维氏硬度样条通过1000目砂纸抛光。然后依照国家标准gb/t 3354-2014、gb/t 1449-2005、gb/t 4340.1-2009对复合材料的抗拉性能、抗弯曲性能与维氏硬度进行测试。材料的性能如表7所示:
[0155]
表7对比例2制备得到的玻璃纤维增强环氧树脂基复合材料的性能
[0156][0157]
对比例3
[0158]
一种用于手糊成型的环氧树脂预聚体,制备方法如下:
[0159]
(1)赤泥(rm)的脱碱与沉降分离:同实施例1。
[0160]
(2)偶联剂表面改性rm的制备:同实施例1。
[0161]
(3)环氧树脂预聚体的制备
[0162]
通过天平将56g环氧树脂e-54、70g活性稀释剂乙二醇二缩水甘油醚(dge)、128.7g固化剂甲基纳迪克酸酐(mna)、3.2g硅烷偶联剂3-氨丙基三乙氧基硅烷(kh-550)、2.4g硅油类消泡剂b-0506、2.5g固化剂促进剂dmp-30、8.8g油溶性小颗粒赤泥(即偶联剂表面改性rm)称量于500ml玻璃烧杯中。随后,通过高速分散机6000rpm高速分散10min,将高速分散后的树脂混合液于树脂脱泡器中真空脱泡5min,获得可供复合材料手糊成型的环氧树脂预聚体。
[0163]
一种玻璃纤维增强环氧树脂基复合材料,制备方法(环氧树脂/玻璃纤维/赤泥(ep/gf/rm)的手糊成型)如下:
[0164]
首先,通过裁刀将平纹s系玻纤sw210a-92a布裁剪为300mm*200mm尺寸,并通过烧结炉将裁剪后玻璃纤维布在350℃下煅烧30min,并将冷却至室温后的玻璃纤维布浸泡于乙醇中,超声洗涤20min。将洗涤后的玻璃纤维布在120℃的烘箱中干燥2h,以除去玻璃纤维中吸附的溶剂,将烘干后的玻璃纤维存放于备有干燥剂的干燥器中,以备后用。
[0165]
将手糊操作台台面温度控制为50℃,并在操作台台面铺设模具,模具结构为第一层模具钢下板,第二层60μm厚尼龙薄膜,第三层聚酯脱模布,第四层2mm厚、内径300mm*
200mm轴承钢金属框模具。待模具温度稳定后通过尼龙头毛刷将上述环氧树脂预聚体通过手糊方式涂覆于模具金属框中的聚酯脱模布上,并保证脱模布被完全浸渍,随后用金属辊将脱模布下的气泡除去。随后,在脱模布上放置一层上述处理过的300mm*200mm玻璃纤维布,并重复上述操作,待金属辊除去气泡后在放置一层玻璃纤维布,直至铺设10层玻璃纤维布。最后在手糊完成的玻璃纤维上铺设一层脱模布与一层尼龙薄膜,并将模具钢上板放置于手糊铺设好的材料上,通过热压机将多余的树脂预聚体挤出,之后将模具转移至烘箱中100℃固化2h,140℃固化1h,160℃固化1h,得到玻璃纤维增强环氧树脂基复合材料。
[0166]
将得到的2mm厚玻璃纤维增强环氧树脂基复合材料片从模具中脱出,并通过台面锯切割为250mm*12.5mm*2mm的拉伸样条、80mm*15mm*2mm的弯曲样条以及60mm*15mm*2mm的维氏硬度样条,并将拉伸样条通过504环氧树脂胶粘贴垫片、维氏硬度样条通过1000目砂纸抛光。然后依照国家标准gb/t 3354-2014、gb/t 1449-2005、gb/t 4340.1-2009对复合材料的抗拉性能、抗弯曲性能与维氏硬度进行测试。材料的性能如表8所示:
[0167]
表8对比例3制备得到的玻璃纤维增强环氧树脂基复合材料的性能
[0168][0169]
对比例4
[0170]
一种用于手糊成型的环氧树脂预聚体,制备方法如下:
[0171]
通过天平将56g环氧树脂e-54、49.9g固化剂甲基纳迪克酸酐(mna)、1.2g硅烷偶联剂3-氨丙基三乙氧基硅烷(kh-550)、1.1g硅油类消泡剂b-0506、1.1g固化剂促进剂dmp-30称量于500ml玻璃烧杯中。随后,通过高速分散机6000rpm高速分散10min,将高速分散后的树脂混合液于树脂脱泡器中真空脱泡5min,获得可供复合材料手糊成型的环氧树脂预聚体。
[0172]
一种玻璃纤维增强环氧树脂基复合材料,制备方法(环氧树脂/玻璃纤维(ep/gf)的手糊成型)如下:
[0173]
首先,通过裁刀将平纹s系玻纤sw210a-92a布裁剪为300mm*200mm尺寸,并通过烧结炉将裁剪后玻璃纤维布在350℃下煅烧30min,并将冷却至室温后的玻璃纤维布浸泡于乙醇中,超声洗涤20min。将洗涤后的玻璃纤维布在120℃的烘箱中干燥2h,以除去玻璃纤维中吸附的溶剂,将烘干后的玻璃纤维存放于备有干燥剂的干燥器中,以备后用。
[0174]
将手糊操作台台面温度控制为50℃,并在操作台台面铺设模具,模具结构为:第一层模具钢下板,第二层60μm厚尼龙薄膜,第三层聚酯脱模布,第四层2mm厚、内径300mm*200mm轴承钢金属框模具。待模具温度稳定后通过尼龙头毛刷将上述环氧树脂预聚体通过手糊方式涂覆于模具金属框中的聚酯脱模布上,并保证脱模布被完全浸渍,随后用金属辊将脱模布下的气泡除去。随后,在脱模布上放置一层上述处理过的300mm*200mm玻璃纤维布,并重复上述操作,待金属辊除去气泡后在放置一层玻璃纤维布,直至铺设10层玻璃纤维布。最后在手糊完成的玻璃纤维上铺设一层脱模布与一层尼龙薄膜,并将模具钢上板放置于手糊铺设好的材料上,通过热压机将多余的树脂预聚体挤出,并将模具转移至烘箱中100
℃固化2h,140℃固化1h,160℃固化1h,得到玻璃纤维增强环氧树脂基复合材料。
[0175]
将得到的2mm厚玻璃纤维增强环氧树脂基复合材料片从模具中脱出,并通过台面锯切割为250mm*12.5mm*2mm的拉伸样条、80mm*15mm*2mm的弯曲样条以及60mm*15mm*2mm的维氏硬度样条,并将拉伸样条通过504环氧树脂胶粘贴垫片、维氏硬度样条通过1000目砂纸抛光。然后依照国家标准gb/t 3354-2014、gb/t 1449-2005、gb/t 4340.1-2009对复合材料的抗拉性能、抗弯曲性能与维氏硬度进行测试。材料的性能如表9所示:
[0176]
表9对比例4制备得到的玻璃纤维增强环氧树脂基复合材料的性能
[0177][0178]
对表6~9的结果进行分析:表6记录了以环氧树脂基体为基体复合材料的力学性能与工艺性能,通过以实施例5中以聚氨酯-赤泥协同改性环氧树脂基体为基体复合材料的力学性能与工艺性能对比,发现实施例5在rm与聚氨酯的协同作用下复合材料的拉伸强度、拉伸模量、弯曲强度、弯曲模量均发生了明显的提升,且硬度并没有发生明显下降。这归因为在两种改性剂协同作用下材料既增韧又补强,且rm对玻璃纤维基体的界面作用力增强作用也是改善复合材料力学性能的一个重要因素;此外聚氨酯-赤泥协同改性环氧树脂基体为基体复合材料的工艺性能符合手糊成型工艺的要求。
[0179]
表7记录了聚氨酯增韧环氧树脂为基体的复合材料的力学性能与工艺性能。通过对比表6与表7可发现,聚氨酯增韧剂的加入可以有效的增强复合材料的拉伸强度,这是由于基体韧性的提高有效的降低了复合材料在拉伸测试过程中因脆性断裂产生的裂纹的延伸,进而提高了复合材料的拉伸强度。但是伴随着聚氨酯的加入,复合材料的拉伸模量、弯曲强度、弯曲模量与硬度均出现了显著的下降,这归因于聚氨酯较低的模量对基体性能的影响,当聚氨酯加入后,聚合物基体模量降低,进而导致材料的上述力学性能出现下降。同时相比于聚氨酯-赤泥协同改性环氧树脂基体为基体复合材料,聚氨酯改性环氧树脂基体为基体复合材料的力学性能均有较大差距,这说明聚氨酯-赤泥协同改性要优于聚氨酯改性。
[0180]
表8记录了以rm增强环氧树脂为基体的复合材料的力学性能与工艺性能。对比表6与表8可发现以rm增强环氧树脂为基体的复合材料的力学性能较以环氧树脂为基体的复合材料的力学性能出现了整体的提升,这归因于rm的补强作用与rm对玻璃纤维与聚合物基体间作用力的增强。此外对比表5,发现聚氨酯-赤泥协同改性环氧树脂基体为基体复合材料的除硬度以外的力学性能要明显优于以rm增强环氧树脂为基体的复合材料的力学性能,这说明聚氨酯-赤泥的协同改性作用要优于rm的改性作用,材料维氏硬度的降低归因为聚氨酯对基体微观弹性模量的影响。
[0181]
表9记录了以不加入稀释剂环氧树脂为基体复合材料的力学性能与工艺性能。发现,不加入稀释剂时树脂预聚体的粘度较高,这十分不利于通过手糊工艺成型操作,同时与表6记录的以加入稀释剂环氧树脂为基体复合材料的力学性能对比,发现活性稀释剂的加入在有效降低环氧树脂预聚体粘度的同时并没有导致复合材料力学性能的显著降低,这应
归因于所选用的稀释剂与环氧树脂基体具备反应性,活性稀释剂与环氧树脂基体的反应性键合作用有效的克服了传统稀释剂对复合材料力学性能的负面影响。同时对比表9与表5,上述配方复合材料的力学性能较聚氨酯-赤泥协同改性环氧树脂基体为基体复合材料的力学性能相比也存在较大差距。
[0182]
由以上实施例可以看出,本发明以酸酐-促进剂体系为固化体系,tdi类聚氨酯预聚体为增韧组分,偶联剂表面改性赤泥作为补强与界面作用力增强组分,tdi类聚氨酯预聚体与赤泥协同改性环氧树脂基体,并通过活性稀释剂调配体系粘度,所得环氧树脂复合材料综合性能优异,且具有可匹配手糊工艺的工艺性能;以本发明提供的环氧树脂复合材料作为环氧树脂基体,采用手糊法能够得到力学性能优异的玻璃纤维增强环氧树脂复合材料。
[0183]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种可实时检测气体成分的发酵...
- 一株高产纤维素酶的盖姆斯木霉...
- 一种硫醇功能化MOF材料、膜...
- 一种用于基因多态性分型的鉴定...
- 一种耐烧蚀埃洛石纳米管/酚醛...
- 一种丁二酸的发酵方法与流程
- 一种用于等位基因多态性分型的...
- 一种用于全自动核酸分析系统的...
- 一种增韧聚苯乙烯材料及其制备...
- 丁二酸复融提纯再结晶的工艺的...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1