电机转子卡簧自动装配机构的制作方法
1.本实用新型涉及自动化设备领域,尤其涉及电机转子卡簧自动装配机构。
背景技术:
2.目前,电机转子卡簧的安装主要依赖人工完成,即,由操作人员用卡簧钳将卡簧安装到电机转子的卡簧槽中。这种装配方式费时费力,装配效率低,无法适应大批量自动化生产的需要,因此亟需设计一种能够自动装配电机转子卡簧的装置。
技术实现要素:
3.本实用新型所要解决的技术问题在于提供一种能够将卡簧自动安装在电机转子的卡簧槽中的电机转子卡簧自动装配机构。
4.本实用新型实施例提供了一种电机转子卡簧自动装配机构,电机转子具有卡簧槽,其特点在于,电机转子卡簧自动装配机构包括安装支架、转子定位机构、卡簧安装机构和卡簧送料机构;安装支架设有用于容置电机转子的转子容置部;转子定位机构用于将电机转子定位于转子容置部;卡簧安装机构包括推杆以及推杆驱动机构,推杆一端的端面设有沿轴向延伸的u形缺口,u形缺口的周围设有卡簧容置部,推杆驱动机构与推杆的另一端相连,以驱动推杆沿着垂直于转子轴线的方向移动,将卡簧压入电机转子的卡簧槽内;卡簧送料机构用于将卡簧输送到推杆的卡簧容置部。
5.本实用新型实施例至少具有以下优点:
6.1、本实用新型实施例的电机转子卡簧自动装配机构自动化程度高,与人工装配的方式相比,大大提高了电机转子卡簧的装配效率,从而能适应大批量自动化生产的需要,并且降低了人工成本;
7.2、本实用新型实施例的电机转子卡簧自动装配机构体积小,安装效果稳定可靠。
附图说明
8.图1示出了根据本实用新型一实施例的电机转子卡簧自动装配机构的立体结构示意图。
9.图2示出了根据本实用新型一实施例的电机转子卡簧自动装配机构的主视示意图。
10.图3示出了图2的a-a剖视示意图。
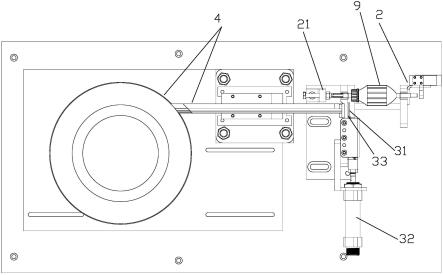
11.图4示出了根据本实用新型一实施例的电机转子卡簧自动装配机构的俯视示意图。
具体实施方式
12.下面结合附图和具体实施例对本实用新型进行详细说明。
13.请参考图1至图4。根据本实用新型一实施例的电机转子卡簧自动装配机构包括安
装支架1、转子定位机构2、卡簧安装机构3和卡簧送料机构4。
14.安装支架1设有用于容置电机转子9的转子容置部。在本实施例中,安装支架1包括支架本体10、第一支撑座11和第二支撑座12,第一支撑座11和第二支撑座12彼此相对地分别固定在支架本体10上,第一支撑座11的顶部和第二支撑座12的顶部分别设有第一凹槽111和第二凹槽122,第一凹槽111和第二凹槽122用于分别支撑电机转子9的两端。第一凹槽111和第二凹槽122构成前述的转子容置部。可选地,第一凹槽111和第二凹槽122均为v形槽。
15.转子定位机构2用于将电机转子9定位于转子容置部。在本实施例中,转子定位机构2包括限位座21、推块22以及推块驱动机构23。限位座21位于第一支撑座11的外侧,推块22位于第二支撑座12的外侧,推块驱动机构23用于驱动推块22直线移动,以使推块22能够推动支撑于第一凹槽111和第二凹槽122中的电机转子9,使电机转子9的两端被限制在限位座21与推块22之间(即,电机转子9的两端分别抵靠限位座21与推块22)。可选地,推块驱动机构23由第一气缸构成,第一气缸固定于支架本体10。
16.卡簧安装机构3包括推杆31以及推杆驱动机构32,推杆31一端的端面设有沿轴向延伸的u形缺口311,u形缺口311的周围设有卡簧容置部,推杆驱动机构32与推杆31的另一端相连,以驱动推杆31沿着垂直于电机转子轴线的方向移动,将卡簧8压入电机转子9的卡簧槽内。可选地,推杆驱动机构32由第二气缸构成,第二气缸固定于支架本体10。
17.在本实施例中,卡簧容置部为设置在u形缺口311周围的卡簧容置槽。卡簧安装机构3包括挡板33,挡板33固定于安装支架1,并位于卡簧送料机构4与推杆31的卡簧容置槽之间,挡板33上开设有通孔,卡簧送料机构输出的卡簧能够通过该通孔输送到卡簧容置槽。挡板33沿着平行于推杆31的移动路径的方向延伸,以在推杆31移动的过程中阻止卡簧容置槽内的卡簧8跌落。
18.卡簧送料机构4用于将卡簧8输送到推杆31的卡簧容置部。在本实施例中,卡簧送料机构4包括振动盘41和送料导轨42,送料导轨42的一端设置于振动盘41的出口,送料导轨42的另一端设置于安装支架1。其中,送料导轨42的一端通过螺丝可拆卸地连接于振动盘41。
19.进一步地,卡簧送料机构4还包括平震器43,平震器43位于送料导轨42的下方,并抵靠送料导轨42的底面。平震器43的作用是使送料更加顺畅。
20.本实用新型实施例的电机转子卡簧自动装配机构的工作过程大致如下。
21.机械手将待安装卡簧的电机转子9的两端放入第一凹槽111和第二凹槽122内。推块驱动机构23驱动推块22直线移动,以使电机转子9的两端分别抵靠限位座21与推块22。振动盘41启动,使卡簧8顺着送料导轨42向前运动,通过振动盘41和平震器43所产生的推力,将卡簧8送入推杆31的卡簧容置槽内。推杆驱动机构32前推,使推杆31将卡簧8推入电机转子9的卡簧槽内,从而达到自动安装卡簧的目的。
22.本实用新型实施例的电机转子卡簧自动装配机构自动化程度高,与人工装配的方式相比,大大提高了电机转子卡簧的装配效率,从而能适应大批量自动化生产的需要,且降低了人工成本。
23.显然,本领域的技术人员可以对本实用新型进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及
其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
技术特征:
1.一种电机转子卡簧自动装配机构,所述电机转子具有卡簧槽,其特征在于,电机转子卡簧自动装配机构包括安装支架、转子定位机构、卡簧安装机构和卡簧送料机构;所述安装支架设有用于容置所述电机转子的转子容置部;所述转子定位机构用于将所述电机转子定位于所述转子容置部;所述卡簧安装机构包括推杆以及推杆驱动机构,所述推杆一端的端面设有沿轴向延伸的u形缺口,所述u形缺口的周围设有卡簧容置部,所述推杆驱动机构与所述推杆的另一端相连,以驱动所述推杆沿着垂直于转子轴线的方向移动,将卡簧压入电机转子的卡簧槽内;所述卡簧送料机构用于将卡簧输送到所述推杆的卡簧容置部。2.如权利要求1所述的电机转子卡簧自动装配机构,其特征在于,所述卡簧容置部为设置在所述u形缺口周围的卡簧容置槽。3.如权利要求2所述的电机转子卡簧自动装配机构,其特征在于,所述卡簧安装机构包括挡板,所述挡板固定于所述安装支架,并位于所述卡簧送料机构与所述推杆的卡簧容置槽之间,所述挡板上开设有通孔,卡簧送料机构输出的卡簧能够通过所述通孔输送到卡簧容置槽;所述挡板沿着平行于所述推杆的移动路径的方向延伸,以在推杆移动的过程中阻止所述卡簧容置槽内的卡簧跌落。4.如权利要求1所述的电机转子卡簧自动装配机构,其特征在于,所述安装支架包括支架本体、第一支撑座和第二支撑座,所述第一支撑座和所述第二支撑座彼此相对地分别固定在所述支架本体上,第一支撑座的顶部和第二支撑座的顶部分别设有第一凹槽和第二凹槽,所述第一凹槽和所述第二凹槽用于分别支撑所述电机转子的两端。5.如权利要求4所述的电机转子卡簧自动装配机构,其特征在于,所述转子定位机构包括限位座、推块以及推块驱动机构;所述限位座位于所述第一支撑座的外侧,所述推块位于所述第二支撑座的外侧,所述推块驱动机构用于驱动所述推块直线移动,以使推块能够推动支撑于所述第一凹槽和所述第二凹槽中的电机转子,使电机转子的两端被限制在限位座与推块之间。6.如权利要求5所述的电机转子卡簧自动装配机构,其特征在于,所述推块驱动机构为第一气缸。7.如权利要求1所述的电机转子卡簧自动装配机构,其特征在于,所述卡簧送料机构包括振动盘和送料导轨,所述送料导轨的一端设置于所述振动盘的出口,所述送料导轨的另一端设置于所述安装支架。8.如权利要求7所述的电机转子卡簧自动装配机构,其特征在于,所述卡簧送料机构包括平震器,所述平震器位于所述送料导轨的下方,并抵靠所述送料导轨的底面。9.如权利要求7所述的电机转子卡簧自动装配机构,其特征在于,所述送料导轨的一端通过紧固件与所述振动盘可拆卸地连接。10.如权利要求1所述的电机转子卡簧自动装配机构,其特征在于,所述推杆驱动机构为第二气缸。
技术总结
一种电机转子卡簧自动装配机构,包括安装支架、转子定位机构、卡簧安装机构和卡簧送料机构。安装支架设有用于容置电机转子的转子容置部;转子定位机构用于将电机转子定位于转子容置部;卡簧安装机构包括推杆以及推杆驱动机构,推杆一端的端面设有沿轴向延伸的U形缺口,U形缺口的周围设有卡簧容置部,推杆驱动机构与推杆的另一端相连,以驱动推杆沿着垂直于转子轴线的方向移动,将卡簧压入电机转子的卡簧槽内;卡簧送料机构用于将卡簧输送到推杆的卡簧容置部。本实用新型能够将卡簧自动安装在电机转子的卡簧槽中。机转子的卡簧槽中。机转子的卡簧槽中。
技术研发人员:周肃虎 李春阳 魏绍明
受保护的技术使用者:浙江金顺智能设备有限公司
技术研发日:2022.04.21
技术公布日:2022/9/6
完整全部详细技术资料下载
相关技术
- 二维调节隐藏式合页的制作方法
- 一种无纺布模切机的制作方法
- 新型电子把手感应电路的制作方...
- 一种360度灵动刀头的剃须刀...
- 一种高精度可转移式模切定位装...
- 一种物料的纵切设备的制作方法
- 一种对含有铁磁类材料的零件进...
- 一种液压支架底座铰接销轴拔销...
- 一种管件成型加工用夹具的制作...
- 用于塑胶模具加工的数控加工中...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1