几个简单的图片带你看懂板式家具工艺流程
             板式家具加工工艺流程及设备 板式家具加工工艺流程及设备 |
||
| 流程 | 使用设备 | 加工工艺 |
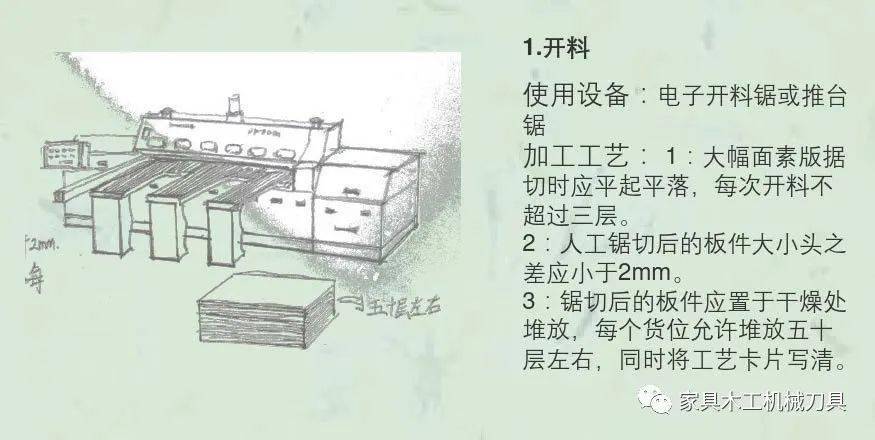
| 开料 | 电子开料锯或推台锯 | 1、大幅面素版据切时应平起平落,每次开料不超过三层。 2、人工锯切后的板件大小头之差应小于 2mm。 3、锯切后的板件应置于干燥处堆放,每个货位允许堆放五十层左右,同时将工艺卡片写清。 |
| 定厚砂光 | 宽带砂光机 | 1、进行定厚砂光要求芯料两面削量均衡。 2、要求每次单面砂削量不得超过0.5mm。 3、砂磨时,要求前后芯料首尾相连接连续进料。 |
| 涂胶 | 手工或滚轮机 | 经涂胶的材料胶量应均匀地涂布在材料表面上。无漏胶。边沿无余胶溢出。 |
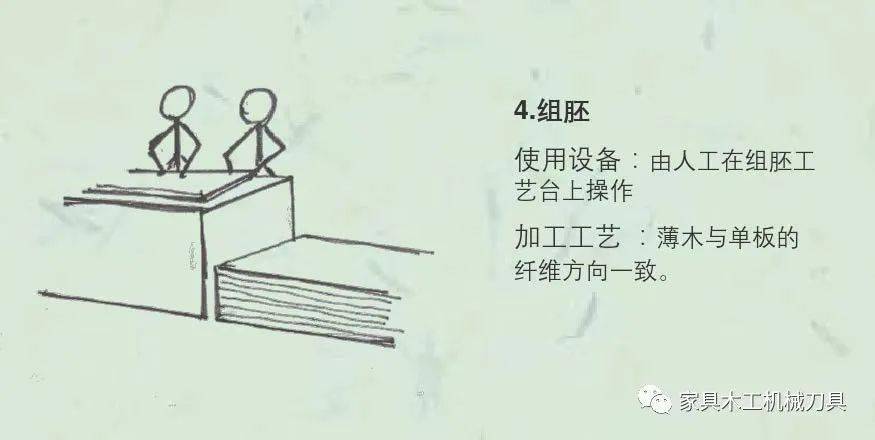
| 组胚 | 由人工在组胚工艺台上操作 | 薄木与单板的纤维方向一致。 |
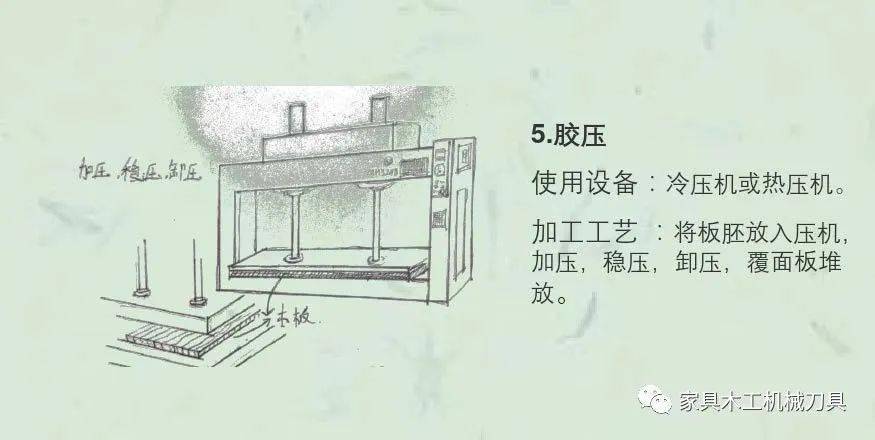
| 胶压 | 冷压机或热压机 | 将板胚放入压机,加压,稳压,卸压,覆面板堆放。 |
| 裁边 | 精密裁边圆锯机和双面裁边锯机 | 覆面板裁边时先经刻痕锯在其背面锯出一条切槽,以切断覆面板背面的纤维,防止产生崩裂现象 |
| 封边 | 直线封边机,曲线封边机,异性封边机 | 覆面板封边要求:结合牢固,密封,表面平整,清洁,无胶痕,确保尺寸与形状的精度 |
| 加工成型边 | 立式铣床,回转工作台铣床,镂铣机 | 立式铣床加工覆面板需较大幅面。回转铣床可加工各种弯曲成型的覆面板。镂铣机可进行铣槽及雕花。 |
| 加工装配孔 | 多轴排钻 | 32毫米排钻机 |
| 表面修整 | 卧式砂光机,立式砂光机 | 对于覆面材料进行休整处理以提高光洁度 |
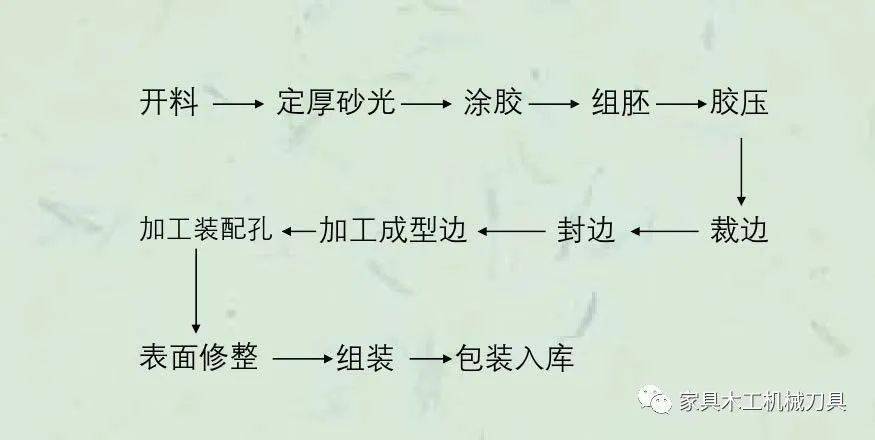
板式家具生产工艺流程要从原材料的准备,经过木工制作、油漆涂饰到最后产品包装入库等诸多环节和步骤组成。板式工艺的复杂程度同产品的外观设计、产品结构、用料以及生产线上产品品种的种类数量等诸多因素息息相关,对于抽屉底板只需进行开料即可,而对于蜂窝空心的地柜面板,就单一面板的加工就要二十几道工序才能完成。
板式生产工艺的主要构成要素:原材料、工艺文件、机器设备、操作工人以及相应的品质和生产管理系统。其中原材料准时到位是整个工艺流程的前提和基础,而工艺文件则是整个加工流程和管理活动的行动依据,工艺文件要全面细致。板式家具工艺文件大概有:效果图、三视图、零部件分解图、零部件加工图、五金配件清单、包装方案、安装示意图、原材料明细表(BOM)、零部件加工工艺流程表、产品使用说明书。其中零部件加工图要与零部件加工工艺流程表结合使用并与生产线上的零部件产品同步运行效果最佳。零部件加工流程表里面的主要内容要涵盖名称、规格、数量、用料、批次、加工注意事项、特殊检验标准、工时、工序及序列号等基本内容。机器设备和操作工人则是加工保障。
板式家具的主要生产工艺流程:板式家具因其表面材料和表面 装饰效果的不同也有不尽相同的工艺流程,主要代表类别有:木皮板式家具、贴纸板式家具、实色板式家具、三聚氰胺类板式家具以及由以上类别的一种两种或多种组成的混合类别板式家具。接下来我们 通过一个表格了解板式家具的具体生产工艺流程
板式家具的生产并不像一般人认为的那样只需三步一体的开料、封边、打孔 ,其生产加工所用的设备也无外乎开料锯、封边机、排钻而已。
1.开料
开料是对制作家具所用的板式进行裁切的过程。由于板式家具的结构相对简单,连接件的精度较高,因此,开料过程中可以用高精度的裁切锯直接将板材裁切到所需零部件的尺寸。
开料所使用的设备主要是开料锯。传统的板式家具生产中常用的开料设备是精密裁板锯,因为其侧面带有可推动的工作台,也常被称为“推台锯”。
推台锯需要工人手工或半手工操作,每次加工一张板材,工作强度较大、工作效率比较低,而且加工精度和安全系数都比较低。
另一种比较常用的卧式精密裁板锯,可以用于多张和大幅面板材的裁切。产量大、精度高,常用于大规模生产中。
先进的开料设备有两种类型:
①电子开料锯,也称为“电脑裁板锯”,是一种先进的数字化加工设备,可用于多种板材的裁切。
②数控加工中心开料设备,数控加工中心可以进行边沿为曲线的板件的开料,其基本原理是用铣刀沿着板材边沿直接铣削出深度超过板厚的槽,从而达到切割的目的。

其中,目前应用最为普遍的是电子开料锯。电子开料锯广泛适用于加工各种胶合板、纤维板、刨花板、ASS板、PVC板、有机玻璃板及实木板等结构,对硬度相似的板材进行裁板。
板式家具制作工艺要求及所用工具1、机制工段所需工具
压纸机、电子走锯、排锯、钉架、冷压机、双头锯、排钻、推台锯、立铣机、花槽机、封边机等。
2、机制工段部分工具及质量要求
(1)压纸的工艺要求:加工好的板材,纸张粘贴必须牢固、平滑,不允许脱胶、离层、气泡、划花、折皱、烂纸、压痕及其它杂物等现象。
(2)加压机的质量要求:
a.板件胶合应牢固,不允许有脱胶现象,板件辅入时,必须与骨架相邻两边取齐,冷压后上、下板位置偏差小于1.5cm。
b.冷压后部件表面应干净、平整,不允许有明显的骨架印痕,弯曲变形,划痕及多余涂胶现象。
c.弧形板芯条要紧密,表面平整,过渡自然无胶水污染。
(3)铣形机的质量要求:
a.模具制作须准确无误,其加工后形状尺寸与图纸相符,非接合曲位尺寸允许公差±1.5mm。
b.加工面必须光滑,线条流畅,过渡自然,加工后部件表面平整,无崩边撕裂、划痕等现象,部件表面干净,无杂物,无木屑存在。
3、油漆工段质量要求
(1)白坯打磨质量要求:部件表面不得有毛刺,边沿平滑,不能有凹凸不平,板面角位有倒棱,以不刮手为宜,打磨后,不得有不到位的变性现象。
(2)批灰质量要求:表面坚实、平滑、厚薄均匀,不允许砂穿,不能有坑沟、砂眼、气孔、堆积的腻子等现象,孔位的腻子必须清理干净,不批灰的部位要保持清洁。
(3)底漆的质量要求:严格按配方进行调漆、板面清洁,涂层面不能有针孔、粒状、漆渣、喷涂不均匀不流挂、无缩孔、涨边、鼓泡等,涂层必须覆盖批灰底。
(4)干砂的质量要求:打磨后的漆面平滑,不能有针孔、钉眼,不能砂穿漆涂层,砂路要直和细,不能有沟痕,打磨机的砂痕,若有砂穿漆涂层的边角、接线、弧线须补底漆再打磨。
(5)贴纸部件要求:打磨后,部件要平滑光亮、砂透、无机影砂痕、无砂穿透底、刮花现象,打磨好后要擦干净后方可放回铁架。
(6)白底质量要求:亮光、哑光的部件,必须用400#、600#、800#砂纸,打磨后的部件要平滑、光亮,无机影砂痕,无砂穿透底、起毛现象,但要砂透,不得有不到位现象,砂穿部件不得用油笔补盖。
(7)吹尘处理质量要求:喷漆表面清洁干净,不允许有灰渣、尘粒,孔位、槽位的木屑必须清理干净。
(8)面漆的质量要求:表面喷涂均匀、平整光滑,不得有流挂、缩孔、涨边、鼓泡、皱皮,线脚外与平面基本相同,无积漆磨伤,不需喷涂部位保持清洁,边沿漆线整齐。
(9)透明油喷涂质量要求:表面喷涂均匀、平整光滑、不得有流挂、缩孔、涨边不需喷涂部位,保持清洁,边沿漆线整齐。
(10)抛光质量要求:抛光后的板件表面具有镜面般光泽,不得有目视可见抛光纹路,不能有露尘、皱皮、鼓泡等现象,抛光后余蜡须抹净。
4、包装工段质量要求
(1)手工修边、着色质量要求:
a.修边后的部件,不允许有创伤、砂伤、划痕等现象,保持板面清洁,不允许有木屑、胶水等杂物。
b.手工修边后的边条口,必须平滑,直角部位要砂磨,要保持直角,不能砂成圆弧形。
c.修边后的部件要作执色处理,执色的颜色要与板面色调一致,不允许太大色差。
(2)手工安装质量要求:部件安装必须牢固,保持板面清洁,不允许有划痕、压痕、碰伤、磨伤表面等现象。
(3)包装质量要求:
a.产品必须检验合格后才能包装,必须按包装清单的堆叠要求放置部件。
b.封箱胶纸须贴牢,打包带也必须打紧,产品堆放必须与要求相符。
版权声明:由于部分文章来源于网络,另外有些文章推送时未能及时与原作者取得联系。若涉及以上版权问题,敬请原作者联系我们删除或处理。 返回搜狐,查看更多
责任编辑: