短小精干的工序能力等级及质量改进措施
工序能力指数
工序能力指数对应着工序产品的合格率水平, 形成对工序质量状况的评价,进而指导企业质量管理决策。可分别测算工序精密度指数和工序准确度指数,根据质量特性要求进行管理决策。
工序精确度Ca指数
工序精确度Ca指数,按指数状况可分为A、B、C、D四级,分别对应着管理要求。如表1所示。

表1 Ca指数等级及措施
通过正态分布图示及缺陷率相关公式可知,当加工精确度不高即分布偏离中心时,缺陷率会大幅提高。如对3西格玛水平,即Cp=1时,中心无漂移时,Cpk=Cp=1,合格率为99.73%;当中心正负漂移1.5西格码时,Cpk=0.5,合格率降为93.32%。工序精确度是工序改善的重点之一。
工序改进的措施之一
寻求分布中心与规格中心的逼近直至重合,即工序精确度的改善。
具体措施如:找出工具磨损、加工条件随时间变化的规律,采取调整和补偿;通过首件检查,调整定位装置;改变操作者的不良操作习惯;采用更精密的量具等。
对工序精密度Cp指数,可结合三类质量特性即关键、重要、一般质量特性,各分为五种等级,总体分为七个等级。
关键质量特性(A类):指质量特性不合格将会丧失功能的质量特性,如空调器的制冷功能等。
重要质量特性(B类):指不合格时不会丧失功能,但严重影响使用效果的质量特性,如空调的噪声等。
一般质量特性(C类):指不合格不会影响使用但属于缺陷的质量特性,如空调外观的瑕疵。
Cp指数等级及评价如表2所示。七个等级对应的措施见表3。

表2 Cp指数等级及评价
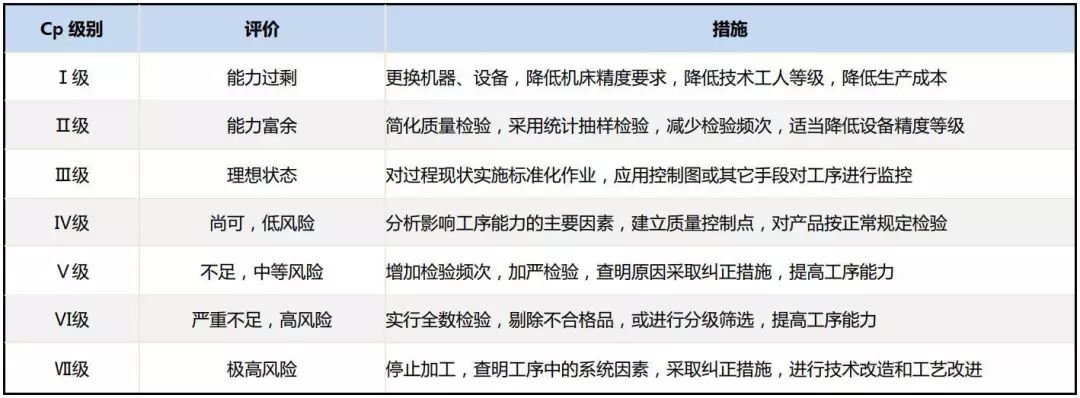
表3 Cp指数等级及措施
从工序精密度Cp的评价及措施来看,我国当前认识和传播方面还存在明显的不足。当前大量教材和资料中未对质量特性作分类,而作出Cp≥1.67为工序能力过剩,1.33—1.67为工序能力富余,1—1.33为理想状况的评价。
这种质量评价要求应该适用于一般质量特性,对重要质量特性和关键质量特性要求就偏低。会误导企业质量决策,也不符合追求卓越、持续改善的质量精神。
工序改进的措施之二
寻求分布离散程度的降低,即工序精密度的提高。
具体措施如:改进工艺方法,优化过程参数,使用新材料,新技术;提高设备,提高工装精度;减少材料批次之间的波动等。
另外,在保证不影响产品质量,可修订不切实际的过高公差。注意修改公差并未实际改变工序能力,只是工序能力指数相对改变。
1
END
1
文章来源
网络
文章排版:品质人生,质量开讲 版式为原创,转载请注明!
免责声明:本文系网络转载,版权归原作者所有。所转载文章并不代表本公众号赞同其观点和对其真实性负责。但因转载众多,无法确认真正原始作者,故仅标明转载来源。如涉及作品版权问题,请及时联系我们,我们将删除内容以保证您的权益!
福 利 社
点 返回搜狐,查看更多
责任编辑: