削减铝件加工变形的工艺办法和操作技巧!超实用知识!
铝材是有色金属中运用量最大、运用面最广的金属资料,并且其运用规模还在不断扩大之中。运用铝材生产的铝制品更是品种繁多、不胜枚举,据统计已超过70多万种,从修建装饰业到交通运输业和航空航天等各行各业都有不同的需求。今日小编给我们介绍一下铝制品的加工工艺以及如何避免加工变形。
铝的优越性和特点如下:
1、密度低。铝的密度约为2.7g/cm3。它的密度仅仅铁或铜的1/3。
2、塑性高。铝的延展性好,能够经过挤压、拉伸等压力加工手段制成各种用品。
3、耐腐蚀。铝是一个负电性很强的金属,在天然条件或阳极氧化下外表会生成保护性的氧化膜,具有比钢铁好得多的耐腐蚀性。
4、易强化。纯铝的强度并不高,但经过阳极氧化后可进步其强度。
5、易外表处理。外表处理能够进一步进步或改动铝的外表性能。铝阳极氧化工艺相当老练,操作安稳,在铝制品加工进程中现已广泛运用。
6、导电好,易收回。
铝制品加工工艺
铝制品的冲制
1、冷冲
运用资料铝粒。运用挤压机台和模具一次成型,适合柱状形产品或拉伸工艺难做到的产品形状,如椭圆、方形、长方形产品。(如图1机台、图2铝粒、图3制品)
所运用机台的吨位与产品截面积有关,上模冲头和下模钨钢空隙即为产品的壁厚,上模冲头和下模钨钢压合完结时到下死点的笔直空隙即为产品的顶厚。(如图4)

冷冲
长处:开模周期较短,开发本钱相对拉伸模具较低。
缺点:生产工序较长,制程中产品尺度动摇较大,人工本钱高。
2、拉伸
运用资料铝皮。运用接连模机台和模具进行屡次变形使之到达外形的需求,适合非柱状体(铝材有弯曲的产品)。(如图5机台、图6模具、图7制品)
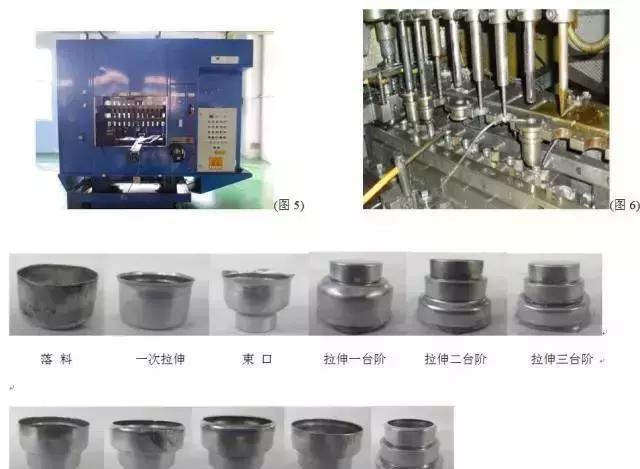
拉伸
长处:较杂乱和屡次变形产品在生产制程中尺度操控安稳,产品外表较光洁。
缺点:模具本钱高、开发周期相对较长,对机台的选用和精度要求高。
铝制品的外表处理
1、喷砂(喷丸)
运用高速砂流的冲击作用清理和粗化金属外表的进程。
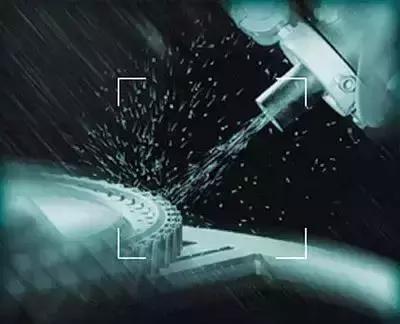
喷砂
这种办法的铝件外表处理能够使工件的外表取得一定的清洁度和不同的粗糙度,使工件外表的机械性能得到改进,因而进步了工件的抗疲劳性,添加了它和涂层之间的附着力,延伸了涂膜的耐久性,也有利于涂料的流平和装饰。该工艺我们经常在苹果公司的各类产品中看到。
2、抛光

抛光
运用机械、化学或电化学的作用,使工件外表粗糙度下降,以取得光亮、平整外表的加工办法。抛光工艺首要分为:机械抛光、化学抛光、电解抛光。铝件选用机械抛光+电解抛光后能挨近不锈钢镜面作用,该工艺,给人以高档简约、时髦未来的感觉。
3、拉丝
拉丝
金属拉丝是反复用砂纸将铝板刮出线条的制作进程。拉丝可分为直纹拉丝、乱纹拉丝、旋纹拉丝、螺纹拉丝。金属拉丝工艺 ,能够明晰显现每一根纤细丝痕,从而使金属哑光中泛出细密的发丝光泽,产品兼备时髦和科技感。
4、高光切削
选用精雕机将钻石刀加固在高速旋转(一般转速为20000转/分)的精雕机主轴上去切削零件,在产品外表发生部分的高亮区域。切削高光的亮度受铣削钻头速度的影响,钻头速度越快切削的高光越亮,反之则越暗并简单发生刀纹。高光高光切削在手机的运用中特别多,如iphone5,近年来部分高端电视机金属边框选用了高光铣削工艺,加之阳极氧化及拉丝工艺使得电视机整体充满了时髦感与科技的尖利感。
5、阳极氧化

阳极氧化
阳极氧化是指金属或合金的电化学氧化,铝及其合金在相应的电解液和特定的工艺条件下,由于外加电流的作用下,在铝制品(阳极)上构成一层氧化膜的进程。阳极氧化不光能够处理铝外表硬度、耐磨损性等方面的缺点,更能延伸铝的运用寿命并增强漂亮度,已成为铝外表处理不行短少的一环,是现在运用最广且十分成功的工艺。
6、双色阳极

双色阳极
双色阳极是指在一个产品上进行阳极氧化并赋予特定区域不同的颜色。双色阳极氧化工艺在电视机职业较少运用,由于工艺杂乱,本钱高;但经过双色之间的比照,更能体现出产品的高端、独特外观。
削减铝加工变形的工艺办法和操作技巧
铝件零件加工变形的原因许多,与材质、零件形状、生产条件等都有联系。首要有以下几个方面:毛坯内应力引起的变形,切削力、切削热引起的变形,夹紧力引起的变形。
削减加工变形的工艺办法
1、下降毛培内应力
选用天然或人工时效以及振荡处理,均可部分消除毛坯的内应力。预先加工也是卓有成效的工艺办法。对肥头大耳的毛坯,由于余量大,故加工后变形也大。若预先加工掉毛坯的剩余部分,缩小各部分的余量,不仅能够削减今后工序的加工变形,并且预先加工后放置一段时刻,还能够开释一部分内应力。
2、改进刀具的切削能力
刀具的资料、几许参数对切削力、切削热有重要的影响,正确挑选刀具,对削减零件加工变形至关重要。
(1)合理挑选刀具几许参数。
①前角:在保持刀刃强度的条件下,前角恰当挑选大一些,一方面能够磨出尖利的刃口,另外能够削减切削变形,使排屑顺畅,从而下降切削力和切削温度。切忌运用负前角刀具。
②后角:后角大小对后刀面磨损及加工外表质量有直接的影响。切削厚度是挑选后角的重要条件。粗铣时,由于进给量大,切削负荷重,发热量大,要求刀具散热条件好,因而,后角应挑选小一些。精铣时,要求刃口尖利,减轻后刀面与加工外表的摩擦,减小弹性变形,因而,后角应挑选大一些。
③螺旋角:为使铣削平稳,下降铣削力,螺旋角应尽或许挑选大一些。
④主偏角:恰当减小主偏角能够改进散热条件,使加工区的平均温度下降。
(2)改进刀具结构。
①削减铣刀齿数,加大容屑空间。由于铝件资料塑性较大,加工中切削变形较大,需求较大的容屑空间,因而容屑槽底半径应该较大、铣刀齿数较少为好。
②精磨刀齿。刀齿切削刃部的粗糙度值要小于Ra=0.4um。在运用新刀之前,应该用细油石在刀齿前、后边轻轻磨几下,以消除刃磨刀齿时残留的毛刺及细微的锯齿纹。这样,不光能够下降切削热并且切削变形也比较小。
③严格操控刀具的磨损标准。刀具磨损后,工件外表粗糙度值添加,切削温度上升,工件变形随之添加。因而,除选用耐磨性好的刀具资料外,刀具磨损标准不应该大于0.2mm,不然简单发生积屑瘤。切削时,工件的温度一般不要超过100℃,以避免变形。
3、改进工件的夹装办法
关于刚性较差的薄壁铝件工件,能够选用以下的夹装办法,以削减变形:
①关于薄壁衬套类零件,假如用三爪自定心卡盘或绷簧夹头从径向夹紧,加工后一旦松开,工件必定发生变形。此时,应该运用刚性较好的轴向端面压紧的办法。以零件内孔定位,自制一个带螺纹的穿心轴,套入零件的内孔,其上用一个盖板压紧端面再用螺帽背紧。加工外圆时就可避免夹紧变形,从而得到满意的加工精度。
②对薄壁薄板工件进行加工时,最好选用真空吸盘,以取得散布均匀的夹紧力,再以较小的切削用量来加工,能够很好地避免工件变形。
另外,还能够运用填塞法。为添加薄壁工件的工艺刚性,可在工件内部填充介质,以削减装夹和切削进程中工件达变形。例如,向工件内灌入含3%~6%硝酸钾的尿素熔融物,加工今后,将工件浸入水或酒精中,就能够将该填充物溶解倒出。
4、合理安排工序
高速切削时,由于加工余量大以及断续切削,因而铣削进程往往发生振荡,影响加工精度和外表粗糙度。所以,数控高速切削加工工艺进程一般可分为:粗加工-半精加工-清角加工-精加工等工序。关于精度要求高的零件,有时需求进行二次半精加工,然后再进行精加工。粗加工之后,零件能够天然冷却,消除粗加工发生的内应力,减小变形。粗加工之后留下的余量应大于变形量,一般为1~2mm。精加工时,零件精加工外表要保持均匀的加工余量,一般以0.2~0.5mm为宜,使刀具在加工进程中处于平稳的状态,能够大大削减切削变形,取得良好的外表加工质量,确保产品的精度。
削减加工变形的操作技巧
铝件资料的零件在加工进程中变形,除了上述的原因之外,在实际操作中,操作办法也是十分重要的。
1、关于加工余量大的零件,为使其在加工进程中有比较好的散热条件,避免热量集中,加工时,宜选用对称加工。如有一块90mm厚的板料需求加工到60mm,若铣好一面后当即铣削另一面,一次加工到最终尺度,则平面度达5mm;若选用反复进刀对称加工,每一面分两次加工到最终尺度,可确保平面度到达0.3mm。
2、假如板材零件上有多个型腔,加工时,不宜选用一个型腔一个型腔的次序加工办法,这样简单形成零件受力不均匀而发生变形。选用分层屡次加工,每一层尽量一起加工到所有的型腔,然后再加工下一个层次,使零件均匀受力,减小变形。
3、经过改动切削用量来削减切削力、切削热。在切削用量的三要素中,背吃刀量对切削力的影响很大。假如加工余量太大,一次走刀的切削力太大,不仅会使零件变形,并且还会影响机床主轴刚性、下降刀具的耐用度。假如削减背吃刀量,又会使生产功率大打折扣。不过,在数控加工中都是高速铣削,能够战胜这一难题。在削减背吃刀量的一起,只要相应地增大进给,进步机床的转速,就能够下降切削力,一起确保加工功率。
4、走刀次序也要讲究。粗加工着重的是进步加工功率,寻求单位时刻内的切除率,一般可选用逆铣。即以最快的速度、最短的时刻切除毛坯外表的剩余资料,基本构成精加工所要求的几许概括。而精加工所着重的是高精度高质量,宜选用顺铣。由于顺铣时刀齿的切削厚度从最大逐渐递减至零,加工硬化程度大为减轻,一起减轻零件的变形程度。
5、薄壁工件在加工时由于装夹发生变形,即使精加工也是难以避免的。为使工件变形减小到最低极限,能够在精加工即将到达最终尺度之前,把压紧件松一下,使工件自由恢复到原状,然后再细微压紧,以刚能夹住工件为准(完全凭手感),这样能够取得抱负的加工作用。总之,夹紧力的作用点最好在支承面上,夹紧力应作用在工件刚性好的方向,在确保工件不松动的前提下,夹紧力越小越好。
6、在加工带型腔零件时,加工型腔时尽量不要让铣刀像钻头似的直接向下扎入零件,导致铣刀容屑空间不够,排屑不顺畅,形成零件过热、胀大以及崩刀、断刀等不利现象。要先用与铣刀同尺度或大一号的钻头钻下刀孔,再用铣刀铣削。或者,能够用CAM软件生产螺旋下刀程序。 返回搜狐,查看更多
责任编辑: